|
|
||
|
Chromium plating is a widely used technique for coating metal surfaces with a layer of chromium. It provides several benefits, such as corrosion resistance, improved hardness and wear resistance, and aesthetic appeal. However, chromium plating can also pose significant environmental challenges because of the toxic nature of chromium compounds. To win the environmental challenges of chromium plating, here are some strategies you can follow:
Use alternative plating methodsOne way to reduce the environmental impact of chromium plating is to explore alternative plating methods that do not use chromium compounds. For example, electroless nickel plating or electroplating with non-chromium-based solutions can provide similar benefits without the toxic effects of chromium.
Optimize process parametersAnother way to reduce the environmental impact of chromium plating is to optimize the process parameters. This can include using lower concentrations of chromium compounds, reducing plating time, or adjusting the temperature and pH of the plating solution.
Implement a closed-loop systemImplementing a closed-loop system can reduce the amount of chromium discharged into the environment. A closed-loop system recirculates the plating solution, rather than disposing of it after each use, reducing the amount of waste generated.
Use a chemical recovery systemA chemical recovery system can help to recover the chromium from the plating solution and recycle it for future use. This reduces the amount of chromium needed for the plating process and minimizes the amount of waste generated.
Proper waste managementProper waste management is essential to minimize the environmental impact of chromium plating. All waste generated during the plating process should be collected, treated, and disposed of appropriately, following local environmental regulations.
In conclusion, winning the environmental challenges of chromium plating requires a combination of strategies, such as using alternative plating methods, optimizing process parameters, implementing closed-loop and chemical recovery systems, and proper waste management. By following these strategies, we can ensure that chromium plating is a sustainable and environmentally friendly process.
Hexavalent chromium, also known as chromium (VI), is a toxic and carcinogenic substance that has been widely used in the metal finishing industry for hard and decorative plating processes since the 1920s. The exceptional physical characteristics of chromium plating make it a preferred choice in many applications, but the hazardous nature of hexavalent chromium has led to increased environmental and health concerns.
The US Environmental Protection Agency (EPA) has classified hexavalent chromium as a hazardous substance and has established regulations to limit its discharge into the environment. The Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) program in the European Union has also listed chromium trioxide, a common source of hexavalent chromium in plating solutions, as a hazardous chemical and has implemented strict regulations on its use.
Because of these regulations, the metal finishing industry has been working to develop alternative plating methods and to improve the sustainability of chromium plating processes. This includes the use of closed-loop systems, chemical recovery systems, and the development of non-chromium-based plating solutions.
It is important to continue to monitor and regulate the use of hexavalent chromium to minimize its impact on the environment and public health. Chromium plating has been widely used in various industries for decades due to its exceptional physical characteristics such as corrosion and wear resistance, and aesthetic appeal. In the aerospace industry, hard chromium is commonly used for its durability and ability to withstand extreme environments. The automotive sector primarily uses decorative chromium plating, while other industries use both decorative and hard chromium plating.
Chromium is the only element among groups 4, 5, and 6 of the periodic table that can be plated using an aqueous solution. Ionic liquids can deposit most of the transition elements, but they are not widely used in industrial applications. Aqueous hexavalent chromium deposits have exceptional tribological and corrosion resistance properties, although not all formulations possess these properties.
Chromium plating is commonly used on high-strength steels and nickel alloys, and a Wood's nickel strike is often used to prepare the surface for plating. The chromium deposit exists in the alpha phase and is crystalline, with limited compounds or components and occlusion of hydrogen and carbon, which can lead to the development of internal deposit stress.
The low cathode current efficiency of the electrolyte used for chromium plating allows for greater tribological properties because of the presence of hydride and carbide compounds. However, these compounds can also develop intrinsic stress in the deposit and affect its deformation properties.
Despite its extensive applications and good properties, chromium plating poses significant environmental challenges due to the toxic nature of hexavalent chromium. As mentioned earlier, the US EPA and REACH have established regulations to limit its discharge into the environment, and the metal finishing industry has been working to develop more sustainable plating processes. It is essential to continue to monitor and regulate the use of chromium plating to minimize its impact on the environment and public health.
The original hexavalent chromium plating formula was developed by accident in the early 1900s and it comprised of chromium trioxide and sulfuric acid. The researcher who developed the formula initially assumed that chromium trioxide was a trivalent salt, but this was later corrected by another scientist. Since then, alternative methods of hexavalent chromium plating have been developed to address environmental and health concerns. Trivalent chromium plating, cobalt alloy deposits, and electroless nickel deposits with phosphorus or boron alloys are some of the substitute methods that have been developed and continue to be researched.
In recent years, there has also been increased interest in high-temperature and room-temperature ionic liquids for depositing metals such as trivalent chromium, niobium, aluminum, and molybdenum. These alternative methods offer the potential for more sustainable and environmentally friendly plating processes. However, more research is needed to develop and optimize these methods for industrial use.
Yes, trivalent chromium plating is an alternative to hexavalent chromium plating and can produce similar decorative deposits. However, there can be variations in deposit characteristics, particularly on hard chromium applications where macrocracks can develop after baking. Comparing the microstructure on transverse sections can be a useful practice in analyzing macrocracks. Electroless nickel deposits with boron alloys can offer some tribological properties, but they may not offer comparable wear and corrosion resistance properties of hard hexavalent chromium plating. Similarly, while ionic liquid methods, particularly room temperature ionic liquid electrolysis, offer potential advantages, they are still emerging technologies and require further development. Vapor deposition methods, including chemical vapor deposition (CVD), can also be used as alternatives to hexavalent chromium plating. CVD can be applied to several transition metals, including tantalum (Ta) and niobium (Nb). However, these methods may require specialized equipment and expertise. Thermal spray coating is a versatile and diverse alternative to hexavalent chromium plating, with several methods available in the market, including oxyfuel wire (OFW) spray, electric arc wire (EAW) spray, oxyfuel powder (OFP) spray, plasma arc (PA) powder spray, and high velocity oxyfuel (HVOF) powder spray. Thermal spray coating can offer a range of properties, including corrosion resistance, wear resistance, and thermal barrier properties, depending on the coating material and method used.
The choice of an alternative to hexavalent hard chromium plating process depends on various factors, such as the application demand, cost, and the required physical characteristics. Trivalent chromium plating, vapour deposition, and thermal spray methodologies are viable alternatives to consider. However, each method has its advantages and limitations, and the final decision must be based on the specific needs of the application. |
||
|
||
|
||
|
|
|
||
IntroductionThis paper reviews two separate studies that investigate the electrodeposition of metals, specifically tin and tin-lead alloys, and their impact on the growth of tin whiskers in electronic devices.
Study 1The first study aimed to understand the effect of adding lead to tin deposits on the growth of tin whiskers. Tin whiskers are thin protrusions that can cause short circuits and other issues in electronic devices. The study found that increasing the Pb content in the deposits alters the way copper diffuses into Sn grains, reducing the stress that could lead to whisker growth. This suggests that the intermolecular interaction between additives and surfactants can significantly affect electrodeposition processes and provide insight into the design of electrolytes for improved electrodeposition processes.
Study 2A second study focused on the role of the intermolecular interaction between phthalic acid and non-ionic surfactant on the electrodeposition of metals. The study found that the chemical combination leads to the formation of a compact adlayer on the electrode surface, which inhibits the reduction reaction of metal ions on the cathode. The hydrophobic nature of these chemicals containing aromatic rings enhances the binding interaction and contributes to the blocking effect, which is governed by the intermolecular interaction. The study provides insight into the design of electrolytes for improved electrodeposition processes.
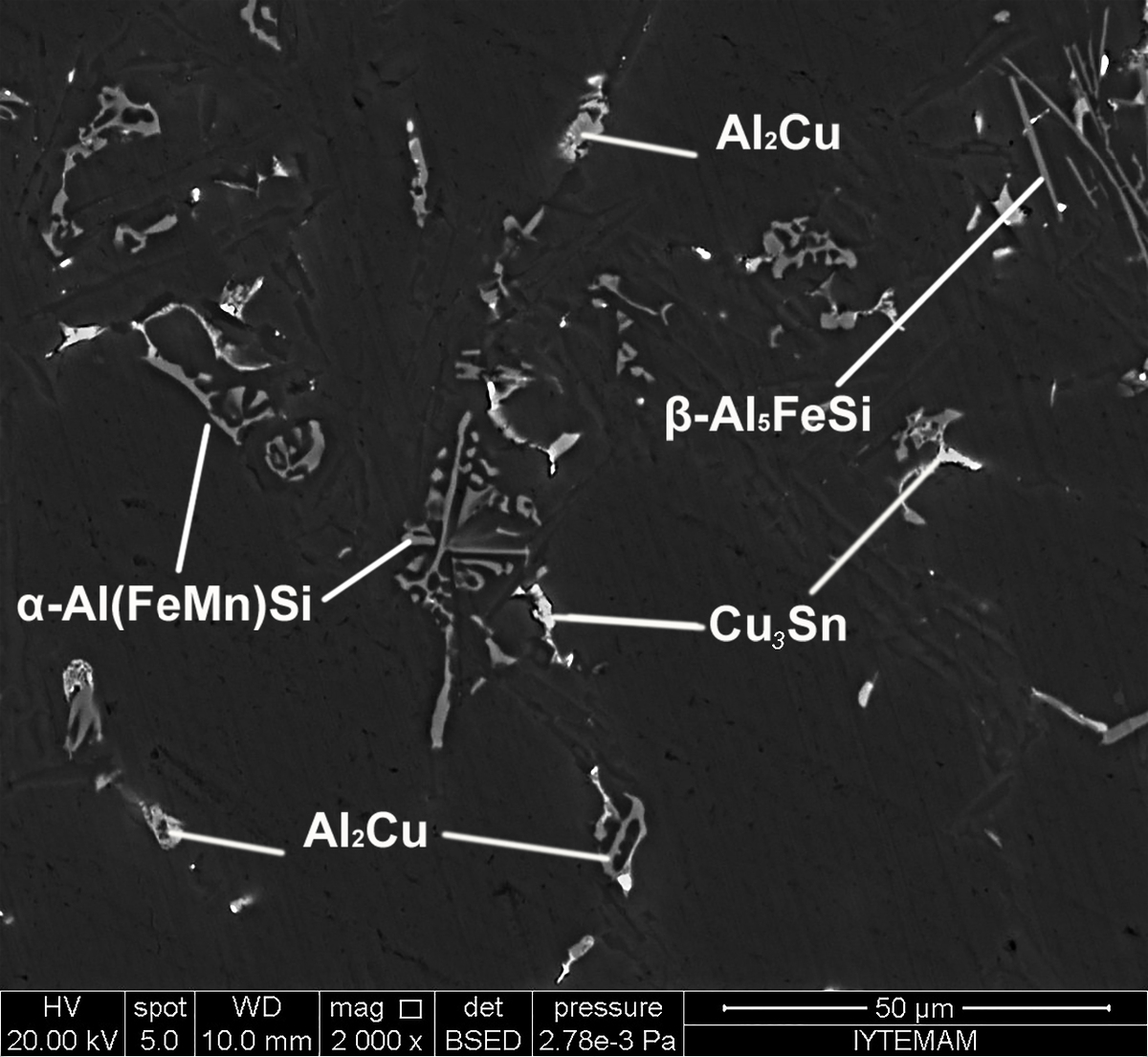
MethodologyBoth studies analyzed matte tin electrodeposition at various Sn-Pb alloy compositions and evaluated several properties of the deposits, including crystallographic and microstructural characteristics, cathodic polarization, and the formation of Cu-Sn intermetallic compounds at the interface between the Sn or Sn/Pb films and the Cu substrate. The SEM image indicates that the deposit obtained from the electrolyte is smooth, regular, and compact. The low carbon content of the deposit suggests that the incorporation of the additive is strongly controlled in the presence of phthalic acid and non-ionic surfactant.
ConclusionOverall, these studies provide valuable insights into the electrodeposition of metals and their applications in electronic devices. The findings can inform the design and manufacturing of electronic components, leading to more robust and reliable devices. The studies highlight the importance of intermolecular interactions between additives and surfactants in controlling the electrodeposition of metals and suggest strategies for preventing tin whisker formation in electronic devices. By understanding the mechanisms behind whisker growth, researchers and manufacturers can work towards developing more reliable electronic devices.
Note: These studies were not conducted by Advint Incorporated. Readers are required to do their own due diligence or contact Advint staff for proper technical guidance. Only use insights written by Venkat raja to gain technical knowledge. |
||
|
||
|
||
|
|
|
||
IntroductionIn metal finishing applications such as electroplating, anodizing, and electropolishing, the use of a precise and consistent power source is crucial for achieving high-quality results. The selection of the appropriate power source depends on several factors, including efficiency, reliability, and consistency of output. Two commonly used options are Insulated Gate Bipolar Transistor (IGBT) switch mode rectifiers and Silicon-Controlled Rectifiers (SCR) thyristor rectifiers. This paper aims to discuss the benefits and limitations of both options and the importance of automation in metal finishing processes.
IGBT Switch Mode RectifiersIGBT switch mode rectifiers are renowned for their high efficiency, rapid response time, and precise programming capabilities, which make them ideal for automated processes. They employ a high frequency switching mechanism to convert AC power to DC power, resulting in a smooth DC output. This smooth output is essential in metal finishing processes that require consistent results. The precise programming capabilities of IGBT switch mode rectifiers allow for the automation of processes, which improves the accuracy and consistency of the output. This feature is especially beneficial in processes that require high precision and consistency, such as electroplating.
IGBT switch mode rectifiers possess a compact footprint and low maintenance requirements, resulting in cost savings in the long run. Their high efficiency and rapid response time reduce power consumption, which also leads to cost savings. Automation of the process using IGBT switch mode rectifiers can further improve efficiency and reduce labor costs. These features make IGBT switch mode rectifiers a highly sought-after choice in many industries.
SCR Thyristor RectifiersIndustry has used SCR thyristor rectifiers in electroplating applications for decades because of their high reliability and robustness. They offer a stable DC output, which is crucial in metal finishing processes where consistency is key. We achieve this stability using a thyristor device that can control the flow of electricity. The SCR thyristor rectifiers' robustness makes them suitable for harsh environments, such as those found in industrial settings.
However, SCR thyristor rectifiers exhibit lower efficiency when compared to IGBT switch mode rectifiers, resulting in higher power consumption and operating costs. This inefficiency is because SCR thyristor rectifiers use a linear voltage regulation mechanism, which leads to significant power losses. Additionally, their response time is slower than that of IGBT switch mode rectifiers, making them less suitable for processes that require high precision and rapid response time.
Selection of Power SourceThe selection between IGBT switch mode rectifiers and SCR thyristor rectifiers ultimately depends on the specific requirements of the metal finishing process at hand. While both have their advantages and disadvantages, it is essential to evaluate the functions and capabilities of each technology to determine the optimal fit.
If the metal finishing process requires high precision and consistency, IGBT switch mode rectifiers are often the optimal choice because they offer superior accuracy and consistency, higher efficiency, and lower power consumption than SCR thyristor rectifiers. However, if the process involves harsh environments and requires a stable DC output, SCR thyristor rectifiers may be the better choice. The selection of the appropriate power source depends on the specific needs of the process, and the factors mentioned above should be considered when making this decision.
Importance of Automation in Metal Finishing ProcessesThe utilization of automation can provide several benefits in metal finishing processes, including consistent output, reduced labor costs, and increased efficiency. Ampere hour reading and the application of current during electrolysis are crucial capabilities that can be automated to improve the accuracy and consistency of the process. Automating the metal finishing process using IGBT switch mode rectifiers is especially beneficial because of their precise programming capabilities. |
||
|
||
|
||
|
|
|
||
|
Advint is a well-established and reputable player in the North American rectifier procurement market. Many know the company for its expertise in fundamentals, quality, technology, and supply chain, which have contributed significantly to its success in the industry. In this article, we will delve into each of Advint's strengths and explain how they have helped the company establish itself as a reliable supplier of insulated gate bipolar transistor (IGBT) or silicon-controlled rectifier (SCR) technology for electrolytic applications.
FundamentalsElectrolytic applications are complex processes that require careful consideration of various factors, including the conductivity and mobility of ions and the principles of Ohm's law. Advint's expertise in rectifier technology and electrochemistry enables the company to provide informed recommendations to its customers. The company's knowledge of rectifier technology helps customers select the most suitable IGBT or SCR technology for their specific needs, leading to increased productivity, reduced energy consumption, and improved overall performance. Advint's expertise is mainly valuable in electrolytic applications, where proper technology selection can make a significant difference in performance in processes such as electrolysis, electroplating, anodizing, electrowinning, and e-coat.
QualityAdvint partners with three leading rectifier manufacturers that offer certified components with automation and data integration features. However, what sets Advint apart is its meticulous workmanship and quality system for electrolysis, hydrogenation, electroplating, and anodizing power supplies. The company's commitment to quality ensures that its rectifiers are durable and perform well under demanding conditions. This is important in electrolytic applications, where harsh conditions such as high temperatures and corrosive materials can cause equipment to fail prematurely.
TechnologyAdvint's expertise in electrolysis, and electricity is a critical component of its success. The company's expertise enables it to help customers achieve the best possible performance from their rectifiers. Advint can help customers select the most appropriate IGBT or SCR technology based on the specific requirements of their electrolytic applications. Besides, the company's expertise in technology allows it to develop custom solutions for its customers. Each customer's needs are unique, and Advint can work with them to develop customized solutions that meet their specific needs.
Supply ChainAdvint prioritizes the supply chain, customs clearance, and transportation, offering high-quality rectifiers at competitive prices with prompt delivery. The company's initial investment in artificial intelligence software and digital e-commerce makes the buying process convenient for customers. Advint also offers a rebate for advisory services clients who purchase rectifiers, further enhancing its customer service. This commitment to the supply chain and customer service ensures that customers receive their rectifiers when they need them.
ConclusionAdvint's strengths in the fundamentals, quality, technology, and supply chain have positioned it as a leading provider of technological advantages and cost savings in the rectifier market. The company's commitment to helping customers achieve the best possible performance from their rectifiers has helped establish its reputation as a reliable supplier of IGBT or SCR technology for electrolytic applications. If you need a reliable supplier of high-quality rectifiers for electrolytic applications, Advint is an excellent choice. The company's expertise in fundamentals, quality, technology, and supply chain ensures that customers receive the best possible products and service. Advint's commitment to its customers has helped it build a strong reputation in the industry, and the team poise to continue its success for years to come. |
||
|
||
|
||
|
|
|
||
|
This article discusses the properties of nickel and cyanide ions that make them popular choices in electroplating. Nickel has high resistance to corrosion, a high melting point, and can form a strong coating on a substrate, making it suitable for a wide range of applications, including coins, jewelry, and electroplating.
Cyanide ions can form stable complexes with metal ions and dissolve any oxides or impurities on the substrate surface, allowing for better adhesion of the plated metal. However, the use of cyanide poses several risks because of its toxic nature, and alternative complexing agents such as sulfamate or gluconate are used to reduce these risks. Proper control of variables such as pH, temperature, current density, and agitation is crucial in achieving high-quality and sustainable electroplating results.
Nickel and cyanide ions play a critical role in the electroplating industry. In this article, we will explore the unique properties of nickel and cyanide ions, as well as their impact on electroplating. We commonly use Nickel in electroplating because of its ability to form a durable coating on a substrate. It is also resistant to corrosion and has a high melting point. Nickel sulfate and nickel chloride typically provide metal ions in the plating bath. Nickel has several unique properties that make it a popular choice for electroplating. It is highly resistant to corrosion, has a high melting point, and can form a strong coating on a substrate. Besides, we can easily plate nickel onto a variety of substrates, including stainless steel and nickel alloys. Nickel is a transition metal with the atomic number 28. It has a high melting point of 1,455 °C and is highly resistant to corrosion. Nickel is also a ductile metal and can form into various shapes. Because of its unique properties, nickel is widely used in the production of coins, jewelry, and electroplating.
We commonly use cyanide ions in electroplating baths because they can form stable complexes with many metal ions, including those of gold and silver. Cyanide also helps to dissolve any oxide or other impurities on the substrate surface, allowing for better adhesion of the plated metal.
However, cyanide is a toxic substance and requires careful handling and disposal. In earlier years, industry has developed alternative complexing agents that are less toxic, such as sulfamate and gluconate.
Besides the choice of cation and anion in the plating bath, other variables that can influence the quality of electroplating include pH, temperature, current density, and agitation. We must give careful consideration to these variables during the plating process to ensure consistent and high-quality results.
Overall, the influence of nickel and cyanide ions on electroplating is significant, but careful consideration must be given to achieve sustainable and high-quality results.
It is interesting to note that Donald Wood was not only instrumental in the development of nickel strike formulation but also had expertise in cyanide-based silver-plating processes. Application of a silver strike formulation with low free cyanide content shows an understanding of the potential hazards associated with cyanide in plating processes.
His comment regarding the surface scouring function of hydrogen in a strike solution highlights the importance of surface preparation in electroplating. To ensure proper adhesion and a uniform coating, the substrate surface must be clean and free of any contaminants or oxides. Strike solution, such as a nickel or silver strike, can help remove any impurities on the surface and prepare it for electroplating.
The low cathode efficiency in a strike solution allows for a liberal evolution of hydrogen, which can act as a surface scouring agent before we deposit the metal. This ensures we properly prepare the surface for the electroplating process. Overall, Donald Wood's contributions to the surface finishing industry, including the development of Wood's nickel strike formulation, have had a significant impact on the ability to plate elements of different electromotive force potential on a variety of substrates.
Cyanide is often used in electroplating as a complexing agent, as it can form stable complexes with many metal ions, including nickel. Cyanide can also help to dissolve any oxides or other impurities on the surface of the substrate, allowing for better adhesion of the plated metal.
However, the use of cyanide in electroplating poses several risks, as it is a toxic substance and must be handled and disposed of carefully. In addition, the use of cyanide can lead to the formation of hydrogen cyanide gas, which is highly toxic. Other variables that can influence the quality of electroplating at the design phase include pH, temperature, current density, and agitation. Solution pH can affect the solubility and stability of the metal ions in the plating solution, while temperature can affect the rate of the plating reaction. Current density can affect the rate and distribution of metal deposition on the substrate, while agitation can help to ensure a uniform coating.
Overall, the selection of suitable cations and anions, along with careful control of variables such as pH, temperature, current density, and agitation, is critical in achieving high-quality and sustainable electroplating results. Use of complexing agents, such as sulfamate or gluconate, can also help to reduce the risks associated with cyanide use in electroplating.
In electroplating, nickel ions are used to deposit a layer of nickel on a substrate. The process involves immersing the substrate into a nickel-plating bath, which contains a solution of nickel ions. When an electric current is passed through the solution, the nickel ions are reduced and deposited onto the substrate.
Cyanide ions are often used in electroplating as a complexing agent for metal ions, including nickel. Cyanide can form stable complexes with metal ions, allowing for better adhesion of the plated metal. Besides, cyanide can help to dissolve any oxides or other impurities on the surface of the substrate, which can improve the quality of the plated metal.
However, the use of cyanide in electroplating poses several risks, as it is a toxic substance and must be handled and disposed of carefully. Cyanide can also produce hydrogen cyanide gas, which is highly toxic and poses a significant health hazard.
To reduce the risks associated with cyanide use in electroplating, alternative complexing agents such as sulfamate or gluconate can be used. These complexing agents are less toxic than cyanide and do not produce hydrogen cyanide gas.
An Idea in Brief:In summary, nickel and cyanide ions play a critical role in the electroplating industry. Nickel possesses unique properties that make it a popular choice for electroplating, while we often use cyanide to improve the quality of the plated metal. |
||
|
||
|
||
|
|
|
||
|
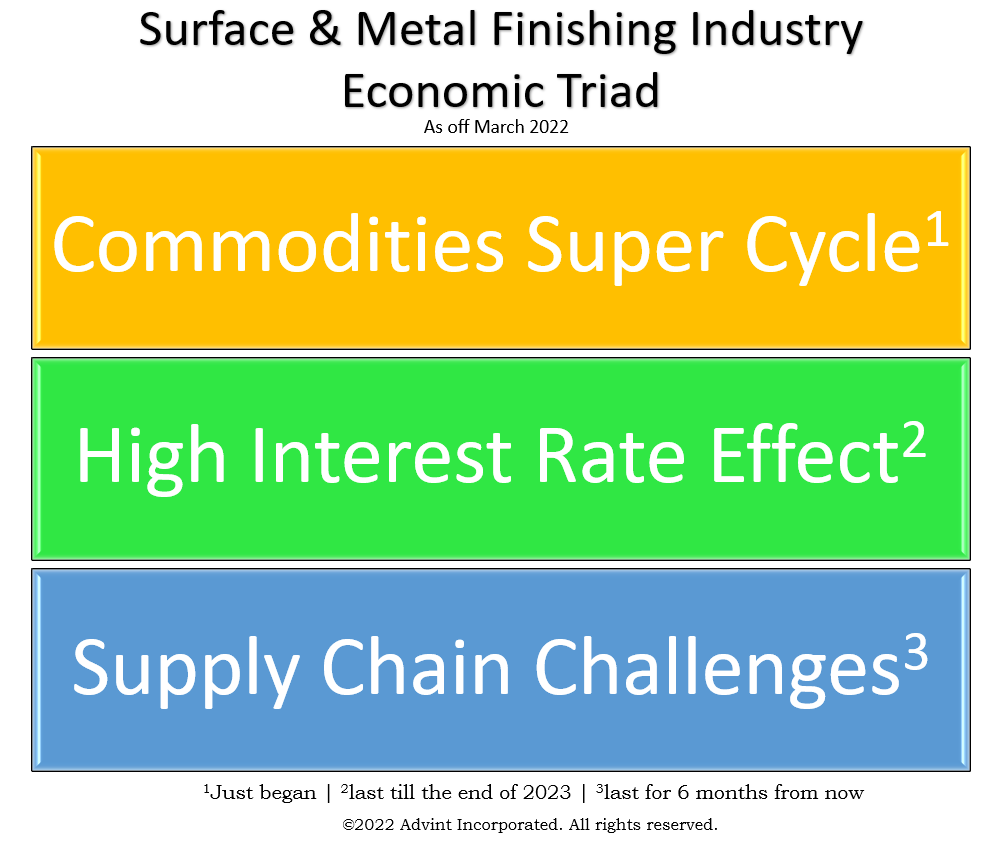
.....many metal finishing companies are bracing for the next economic triad – i.e., massive commodities super cycle, high interest rate effect, and continuing supply chain limitation. Automotive sector’s electrical vehicle (EV) push is changing the commodities market. The change had and will continue to affect metals like copper, aluminum, nickel, etc. Albeit, it has been only a year since the balance tilted, make no mistake, the commodities huge super cycle had just begun. Executives can be sanguine about their business once they levitate with a two-year picture on the economic triad of interest rate, commodities price and supply chain.
Over a year, supply chain woes affected the global economy and the surface & metal finishing industry. These challenges, mostly related to ocean freight imports and semiconductor chip shortages, were driven by COVID – 19.
A few companies have negated these challenges and many are bracing for the next economic triad – i.e., massive commodities super cycle, high interest rate effect, and continuing supply chain limitation.
This paper gives background, specifics and recommendations.
Supply ChainDC rectifiers used in electroplating and anodizing applications were among many products affected by semiconductor chip shortage and ocean freight bottleneck. Automotive sector is one of the worst affected because of these issues.
Automotive sector’s electrical vehicle (EV) push is changing the commodities market. The change had and will continue to affect metals like copper, aluminum, nickel, etc. Albeit, it has been only a year since the balance tilted, make no mistake, the commodities huge super cycle had just begun.
Electroplating companies need these metals either as anodes or as salts. Advint recommends its clients to work only with suppliers who have negotiating powers, and negotiate the price with them. Prices are volatile, but a supplier can balance delivery with price at a fair profit margin. It is important to keep a bill of materials (BOM), cost of goods sold (COGS) system, and inventory management agile for the foreseeable future.
We expect chips shortage and other supply chain issues to relax from the third quarter of 2022.
High Interest RateMany federal and union government’s coffers are empty since they had been on a spending spree through the pandemic. The supply chain issues we discussed earlier had created differences between supply and demand. One must not reminisce about the present crises from the past ones. Earlier global economies were used to demand, not a supply challenge. This pandemic had created supply issue, and the demand continues to be strong. As most are aware, federal reserves have or will soon hike interest rates. This will reduce demand, and advertently or inadvertently, a series of hikes might trigger a recession. If it does not deteriorate to a recession, executives must expect a slowdown in the economy. They must position their finances, inventory management, and allocate the companies’ fixed capital expenditures accordingly. We expect this effect to peak during the second quarter of 2022 and the overall effect of high interest rate environment will last until the end of calendar year 2023.
An Idea in BriefHigher labour cost, higher commodities price, rapid hikes in interest rate, and persisting supply chain challenges confront metal finishing leaders.
Executives can be sanguine about their business once they levitate with a two-year picture on the economic triad of interest rate, commodities price and supply chain.
Note:This Insight paper is a redacted version published to Advint’s advisory services subscribers on Jan 03, 2022.
|
||
|
||
|
||
|
||
|
|
|
||
|
Students from USA, Middle East, and Asia had rated 100% satisfaction with Advint’s Online Industrial Electroplating Training course. We feel good about the progress made in placing Advint’s online training as the best and unrivaled source in the global industry.
We write this paper to explain why this study is the most comprehensive and all-encompassing course in the market and why early career professionals, both novice and ardent, see value and rate highly.
We offer custom training courses to aerospace and automotive operating staff on an as need basis.
Click the PDF link to refer to recent endorsements, and breakdown of students by region and qualification.
Our course content drives the growth. The value we offer and the students’ recognition makes us improve the content and presentation at every opportunity. It will be an amiss, if we don’t mention about our plating training participants. Advint is fortunate to have the most dedicated people attend the course with an intent of making a difference. We owe high approval rate to them!
Of course, higher satisfaction increases our responsibility. The responsibility to make the next cohort of students experience better. We commit Advint to do just that!
Behind the scenes, work is in progress to offer new cohort of student’s latest digital technology experience. Overall, Advint’s Online Industrial Electroplating Training course is on the path to become the premium source of education in the global industry.
|
||
|
||
|
||
|
||
|
|
|
||
|
Is surface profile of the substrate pertinent for an effective adhesion of the electrodeposit? Does it only improve the aesthetics or also influence the functional properties? What are the options? Do treatment methods vary with substrates?
This short paper answers these questions and offers a synopsis of those processes. The processes are blasting, mechanical polishing, vibratory bowl movement, bright dip, chemical polishing, and electropolishing.
BlastingIndustry uses abrasive or sand and glass bead blasting methods to clean and change the surface profile of the substrates before plating. Silica, aluminum oxide, and glass beads are the often-used media at various grit sizes. Machines and manual booths (closed) are used to execute these methods. This is an age-old technique. It is a simple process, but leaves impregnated particles on the surface and, if not properly removed, might affect the next processes (cleaning and plating).
PolishingOn mechanical polishing and similar category falls polishing, buffing, lapping, and grinding. Unlike buffing, polishing removes the metal surface. Lapping and grinding change the surface significantly. Industry uses muslin, canvas, leather, etc. as polishing wheel materials. Muslin is most extensively used as a buffing wheel. These mechanical processes are used to improve the aesthetic appeal of the substrates. As further pre-cleaning is involved before polishing, the polished and buffed substrates reduce the load on plating line’s pretreatment processes.
Vibratory Bowl MovementDeburring and improving Ra value of metals are the primary applications of the vibratory bowl movement method. We can use this method on several metals and substrates (before plating) like copper and beryllium alloys, stainless steel alloys, low and high carbon steel alloys, nickel and titanium alloys, and several others. Size and shape of the substrates, media, chemicals used during the bowl movement, speed of the movement and time control the resultant finish. Unlike mechanical polishing and blasting, the process doesn’t leave residues on the substrates.
Bright DipAs the name implies, this process improves the brightness of the substrate. It improves the surface profile and helps aid oxide layer removal. This is an immersion process mostly using an acidic solution for 5 seconds to 5 minutes. Commonly used substrates are ferrous, copper, beryllium, aluminum, stainless steel, nickel, and Monel alloys. Zirconium, titanium and silver metals can also be bright dipped. These processes cost less, and the solution life is short.
Chemical PolishingChemical polishing process is like bright dip, but removes more substrate material. Many copper alloys and a few ferrous alloys can be chemically polished. Some chemicals are toxic and need good air ventilation for a friendly environment, health and safety practices.
ElectropolishingElectropolishing is an anodic process. Electrolysis selectively removes micro – peaks of the substrate metal. This process offers superior passivation and corrosion resistance properties on 300 and 400 series stainless steel alloys. The passivation properties got from electropolishing are better than nitric acid and citric acid passivation processes. Common metals electropolished are 300 and 400 series stainless alloys. Other alloys are Al, Cu, Monel, nickel, silver, zinc, tin, Co, Ti, and low and high carbon alloys.
SummaryThese methods can alter the surface profile of the substrate metal before electroplating. Cost, chemical hazard, and awareness distinguish the choice and application of these methods. Each method has advantages and disadvantages. Blasting is the easiest. Vibratory bowl movement and electropolishing methods offer the best aesthetics and functional properties after the deposition process.
We can enhance the deposit brightness, leveling characteristic, adhesion and surface profile Ra values using any of these processes.
|
||
|
||
|
||
|
|
|
||
|
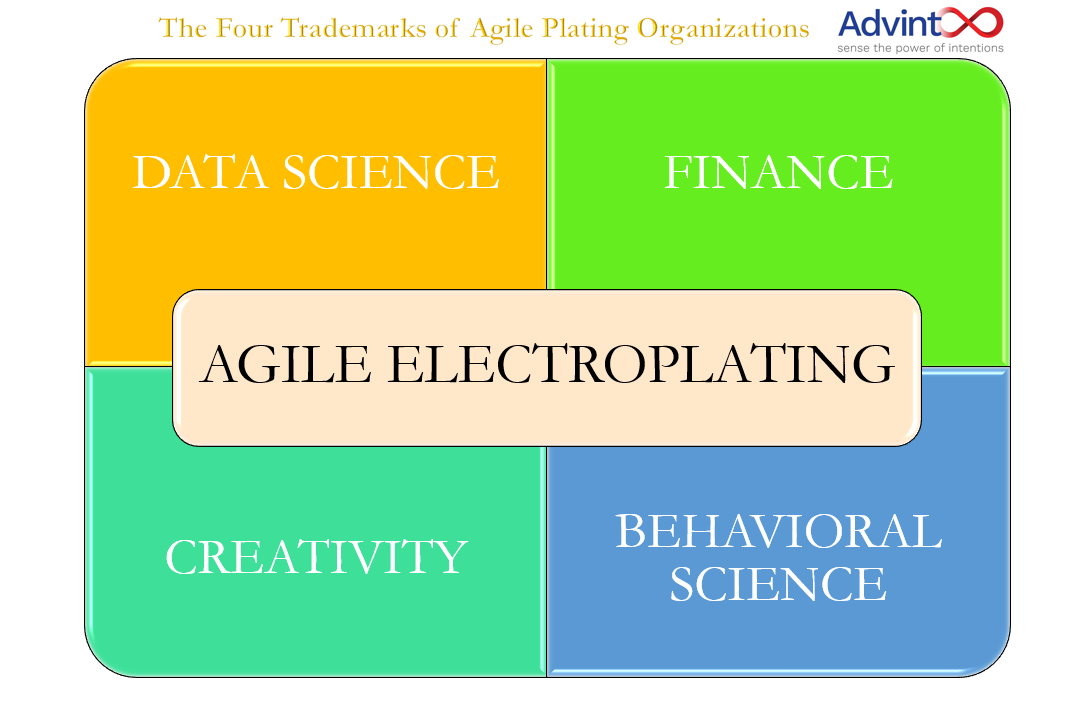
In the changing times as now, expectations on quality and services differ. A plating company is no exception. The sector is not at the forefront. When expectations grow, re-alignment of vital trademarks of an electroplating organization must change. The change must happen with a focus on data science, creativity, finance and behavioral science over a long period. Except data science, none of these are new. But the application, the discipline and methods have adapted. When a plating organization defines and uses these four trademarks, they become ‘agile’. This short paper explains the characteristics of these trademarks and spills the beans on its returns.
Data ScienceSurface and metal finishing sector are on the precipice of embracing data science. Many large automated electroplating plants have unintegrated big data. Several variables and analyst’s processing abilities limit conventional statistical methods like control charts and design of experiments.
A proper use of statistics and inclusion of a software program with algorithm enables big data to be integrated on many variables. Use of data science enables predictive analytics. The common tools are error trend seasonality (ETS) and auto-regressive integrated moving average (ARIMA).
So, what are the returns? Is data science better than simple statistical tools? The answer lies in the scale and the ease with which we can do a complex study with big data within a short period. These analyses can detect variations in hoist performance, rectifier applications, and laboratory data. Data collection and analysis in real time will make sure predictability and compel corrective actions of the processes and equipment.
FinanceFinance plays an integral role in daily activities and on long-term capital projects. Proper use of marginal cost concept on daily activities and return on investment (ROI) or net present value (NPV) method on capital projects is pertinent. A dynamic team deals changes with apt financial methods, and it yields pure profit and opportunity cost value. A well-structured bill of materials (BOM) and use of data science will show non-conformances in a process at an early stage. This will help management react to changes. A balanced usage of financial and or accounting practices with statistics and data science will produce optimal quality results.
CreativityCreativity inspires innovation. Develop necessity and enable trust to seed creativity. In the absence of creativity and motivation, a team member can’t bring disciplines like data science and financial management to fruition. Innovation on input and output variables, automation and DC rectifier 4-20 mA controls can refine and alter the process performance. Many variables and big data demand software programs, as manual analysis become overwhelming and overlooked. We can be creative and innovative on data, technology, behavior, and science.
Behavioral ScienceMany of us engage in matters we liked, we have studied, and we corroborated. There is a valid reason for this conduct. Many times, we are right. Sometimes we sustain on our validated thoughts. When challenged or distracted, we change. When we focus and our emotional intelligence increases, we also change. Some of these changes are desirable, but most are not! Therefore, possessing a sustainable conviction over a long term turns out to be nonlinear. There is no standard method to sustain conviction. However, one must balance change and sustenance with conviction. New and complex subjects like data science and its integration in manufacturing require focus and engagement. Human capital integrates data science, finance and creativity. This will levitate an organization’s performance. Empowered staff with sustainable conviction can maximize profit and develop their employer’s performance in the long term!
An Idea in BriefThe joint use of data science, finance and creativity with behavioral science will be the harbinger of change for high technology and ambitious electroplating applicator. These trademarks are no longer nice to have, but are deliverables critical. Real time reaction is the crux of the matter.
Use of data science and finance is about being proactive and making things simple. Behavioral science is about recognizing the values of creativity, data science and finance, and making it effective.
Agile organizations posses a lean production system. They become lean and productive by using proactive data analysis with innovative technology. These applicators write succinct operating procedures.
The four trademarks identified in this short paper are authentic methods to become agile and create an enormous surplus.
Note to Readers: Because of intricacy of the subject, brevity of time and confidentiality, the paper you read might drain the energy. The author desires a reader to revise the paper and enlighten on this matter.
|
||
|
||
|
||
|
||
|
|
|
||
|
The metal finishing industry plates hard and decorative hexavalent chromium processes from 1920s. It is an acknowledged industry standard and preferred choice because of its exceptional physical characteristics. US Environmental Protection Agency (EPA) and Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) had listed chromium trioxide as a hazardous chemical because of its carcinogenic property.
ApplicationsMany aerospace components use hard chromium, the automotive sector primarily uses decorative and other sectors use both decorative and hard chromium plating deposits. A deposit thicker than 1.2 micron are functional (hard) and any lesser are decorative. The industry favors chromium because of its oxidation resistance properties. Among groups 4, 5, and 6 elements of periodic table we plate only chromium using an aqueous solution. Ionic liquids can deposit most of the transition elements. Aqueous hexavalent Cr deposit has exceptional tribological and corrosion resistance (not all formulations) properties. We plate the deposit on high strength steels and nickel alloys (with Wood’s nickel strike). This deposit exists in alpha phase, is crystalline and forms limited compounds or components with occlusion of hydrogen and carbon developing internal deposit stress (refer ASM Handbook for more information). The electrolytes’ low cathode current efficiency allows greater tribological properties. This is because the deposit has hydride and carbide compounds. These hydrides and carbides develop deposit intrinsic stress and effect deformation property of the deposit (Hooke’s law describes elastic properties of materials or deposit).
Extensive applications and good properties make environmental directions a challenge to meet. Before we get deeper, let us get a historical perspective.
HistoryAround 1910, a researcher accidentally developed the original hexavalent chromium plating formula comprising chromium trioxide and sulfuric acid. He assumed chromium trioxide was a trivalent salt until another scientist corrected the misinterpretation within two years.
ResearchFrom that time substitute methods such as trivalent chromium plating, cobalt alloy deposits, electroless Ni deposits with P or B alloys were developed and are a focus of continuing research. High temperature and room temperature ionic liquids for deposits such as trivalent chromium, niobium, aluminum, molybdenum is in study.
Alternate Choices
Trivalent Chromium PlatingDecorative trivalent and hexavalent deposits have similar properties because of the thickness limit and electrolysis mechanisms of the respective electrolytes. Electrolysis mechanisms change as electrolysis progresses and the deposit characteristics vary with thickness. There are scientific papers on this phenomenon. On hard Cr applications major variation is on macro-cracks, which develops after baking. When analyzing macro-cracks, a seldom adhered to practice is to compare the microstructure on transverse sections. Refer to ASTM E3 – Microstructure and Properties for more information. A few applications use nickel undercoat to negate the effect of macro-cracks.
Other Electrolytic MethodsA few specialists recommend electroless Ni-P, electroless Co – P and electroless Co as substitutes to hexavalent hard chromium plating deposit. But the author of this paper doesn’t consider these as dependable alternatives. Only electroless Ni-B (mid boron) deposit possesses tribological properties, but it doesn’t offer comparable wear and corrosion resistance properties of hard hexavalent Cr plating deposit.
Ionic Liquid MethodsRoom temperature ionic liquid electrolysis is an effective alternate. Aluminum deposit offers many unique advantages. However, it is still an emerging technology.
Vapour Deposition MethodsThere are two types of vapour deposition methods – physical vapour deposition (PVD) and chemical vapour deposition (CVD). We can apply CVD on several transition metals. Of particular interest to this topic are CVD deposits of Ta and Nb.
Thermal Spray CoatingOn economy, versatility and diversity of options, the thermal spray coating processes is the best alternate to hexavalent Cr plating method. There are five different methods available in the market – oxyfuel wire (OFW) spray, electric arc wire (EAW) spray, oxyfuel powder (OFP) spray, plasma arc (PA) powder spray, and high velocity oxyfuel (HVOF) powder spray. Refer to ASM Handbook Volume 18 for more information on this subject. However, on many applications the line-of-sight characteristic will limit the thermal spray method. There is continuous research in this field, and recently a few companies have taken the processes to a new level.
SummaryBottom line, trivalent chromium plating, vapour deposition, and thermal spray methodologies are operative substitutes to hexavalent hard chromium plating process. Application demand, cost and the required physical characteristics determine the value of a specific method.
|
||
|
||
|
||
|
||
|

|
|
Charles G Graham 5 March 25, 2023 |

|
|
Venkat Raja 30 March 1, 2022 |