|
|
||
|
In the fast-paced world of modern electronics, the ability to create intricate circuitry on an increasingly miniature scale is paramount. At the heart of this technological marvel lies a process known as copper electrodeposition – a sophisticated technique that forms the backbone of printed circuit board (PCB) manufacturing and advanced microelectronics. But what truly elevates this process from mere metal plating to a precise science is the delicate dance of molecular additives, with polyethylene glycol (PEG) and polypropylene glycol (PPG) taking center stage as crucial suppressor molecules.
The Molecular Choreography of Copper ElectrodepositionCopper electrodeposition might sound straightforward – the process of depositing copper onto a surface using electricity – but its intricacies are far more complex. The real magic happens at the nanoscale, where PEG and PPG molecules interact with the copper surface in a carefully orchestrated performance that controls the rate and quality of copper deposition.
PEG: The Prima Ballerina of SuppressorsPolyethylene glycol, or PEG, is a hydrophilic polymer that plays a starring role in this molecular ballet. Its performance, however, is heavily dependent on a supporting cast – chloride ions. The relationship between PEG and chloride is so crucial that without chloride, PEG simply refuses to take the stage (or in scientific terms, adsorb to the copper surface).
When chloride ions are present, they facilitate a remarkable transformation. PEG molecules form a complex bridge structure on the copper surface, known as the PEG-Cu(I)-Cl− bridge. This intricate formation sees PEG's oxygen atoms complexing with Cu(I) ions, which are in turn stabilized by the adsorbed chloride. The result? A robust suppression layer that acts as a barrier, controlling the reduction of copper ions at the electrode surface with exquisite precision.
PPG: The Contrasting PerformerEnter polypropylene glycol, or PPG – a more hydrophobic counterpart to PEG. PPG's performance is distinctly different, adding depth and nuance to the molecular show. Its adsorption kinetics are slower, and it reaches surface saturation at a reduced rate compared to its PEG counterpart. Intriguingly, PPG causes a more negative suppression potential, hinting at a unique mechanism of action that complements PEG's performance.
The Chloride Ion: More Than Just a Supporting ActorThe role of chloride ions in this molecular performance cannot be overstated. Far from being mere spectators, chloride ions are essential facilitators that influence every aspect of the suppressor molecules' behavior:
This chloride-induced shift in equilibrium is not merely a kinetic effect but a fundamental change in the thermodynamic stability of adsorbed PEG. The result is enhanced surface coverage, conformational changes in PEG molecules (notably an increase in gauche conformation of C-O bonds), and the formation of a more stable and effective suppressor layer.
Spectroscopic Insights: Peeking Behind the CurtainTo truly appreciate the complexity of this molecular performance, researchers have employed advanced spectroscopic techniques, offering unprecedented insights into the behavior of these suppressor molecules:
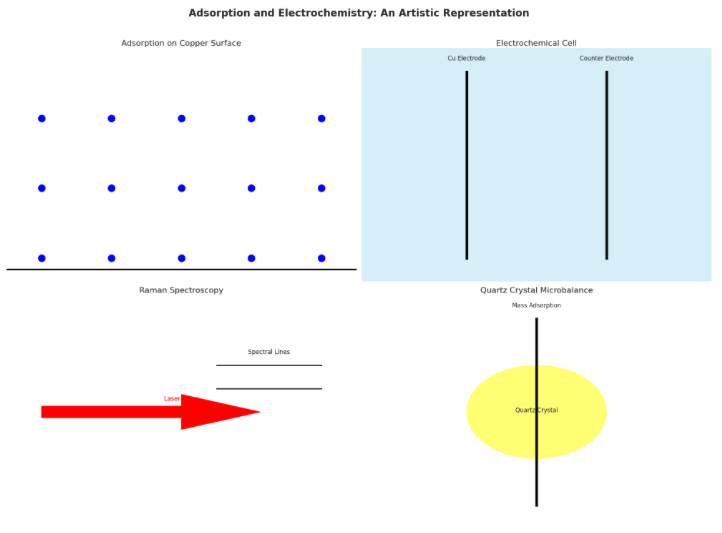
Raman Spectroscopy:Both normal and surface-enhanced Raman spectroscopy (SERS) have revealed significant spectral shifts in PEG's C-H stretching and bending regions upon surface adsorption. These shifts indicate conformational changes as PEG molecules adapt to their new role on the copper surface. PPG, true to its distinct character, shows less pronounced spectral changes, reflecting its reduced conformational flexibility.
Electrochemical Quartz Crystal Microbalance (QCM):This sophisticated gravimetric technique has allowed researchers to quantify the adsorption process with remarkable precision. QCM studies have confirmed that PEG adsorption occurs only in the presence of chloride ions, while PPG can adsorb with or without chloride. Fascinatingly, PPG forms a denser surface layer (0.598 μg/cm²) compared to PEG (0.336 μg/cm²), highlighting how molecular structure influences adsorption behavior.
The Gauche Effect: A Twist in the TaleComputational studies have added another layer of understanding to this molecular narrative. The observed spectroscopic trends are associated with an increased gauche character in the polymer backbone upon adsorption. This conformational change is not merely a curiosity but plays a pivotal role in the suppression mechanism, influencing the packing density and stability of the adsorbed layer.
Implications for Electrodeposition KineticsThe distinct behaviors of PEG and PPG have profound implications for copper electrodeposition:
Challenges and Future DirectionsWhile PEG and PPG have revolutionized copper electrodeposition, challenges remain. The stability of these suppressor molecules under operating conditions is a key concern. Studies have shown that PEG-PPG copolymers can undergo degradation during the electrodeposition process, potentially impacting the consistency and quality of the deposited copper film over time.
Looking to the future, researchers are focusing on several promising avenues:
Conclusion: The Future of Molecular Engineering in ElectronicsAs we continue to push the boundaries of electronic miniaturization and performance, the insights gained from studying these suppressor molecules will be invaluable. The intricate dance of PEG, PPG, and chloride ions on copper surfaces is more than just a fascinating scientific phenomenon – it's the key to unlocking the next generation of microelectronics. By mastering this molecular ballet, we're not just improving a manufacturing process; we're paving the way for smaller, faster, and more efficient electronic devices that will shape our technological future. From smartphones to supercomputers, the invisible performance of these molecular actors plays a crucial role in the devices we rely on every day. As research in this field progresses, we can expect to see even more sophisticated control over the copper electrodeposition process, leading to advancements in electronics that we can scarcely imagine today. The molecular dance of PEG and PPG is just the beginning – a prelude to a future where molecular engineering drives the next great leaps in electronic technology. |
||
|
||
|
||
|
||
|
|
|
||
|
In the world of metallurgy and manufacturing, there's an invisible enemy that can turn the strongest metals brittle and cause catastrophic failures without warning. This nemesis is hydrogen embrittlement, a phenomenon that has kept engineers, metallurgists, and heat treatment specialists on their toes for decades. Today, we're diving deep into this critical issue that affects industries ranging from aerospace to everyday manufacturing.
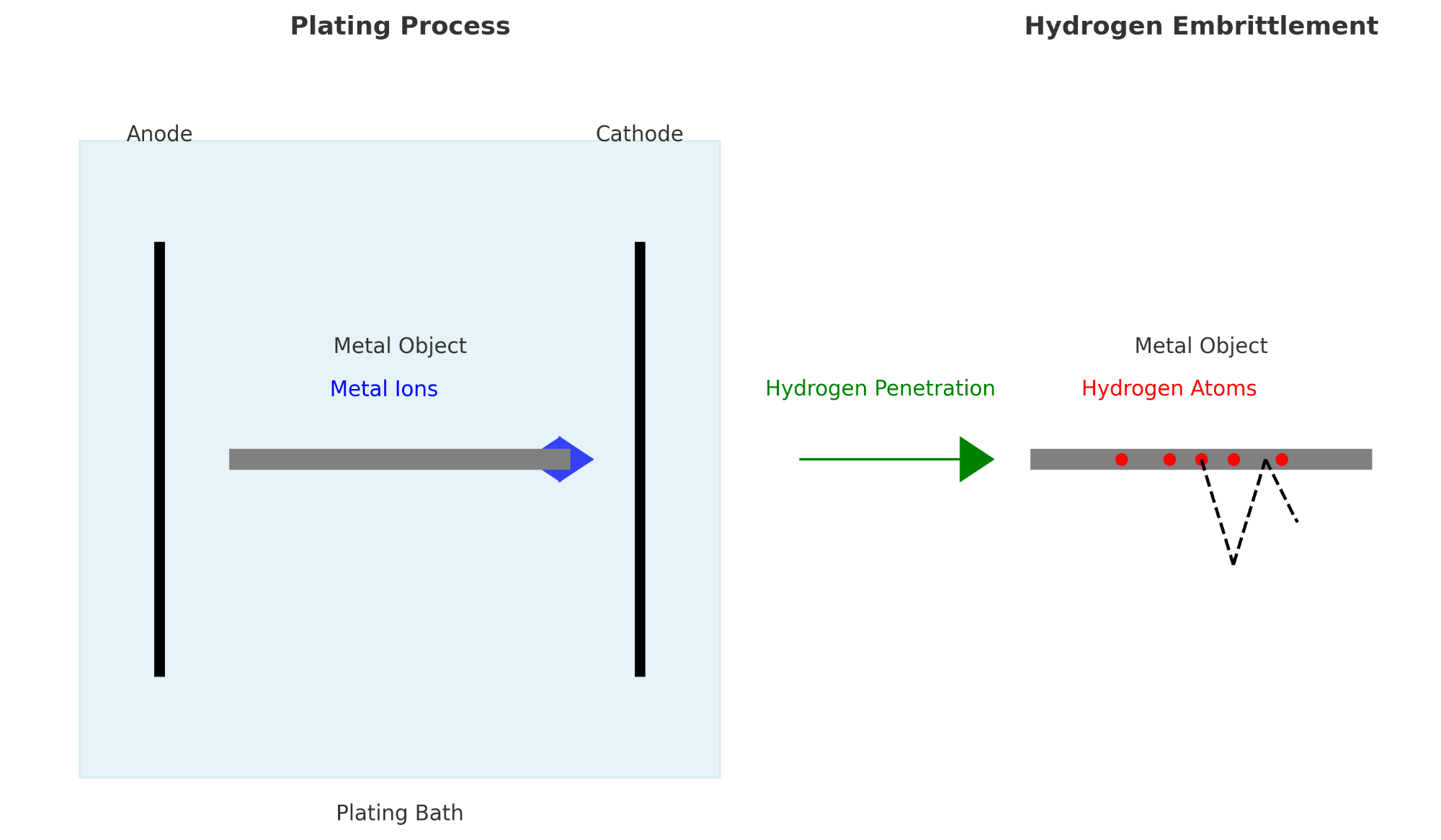
What is Hydrogen Embrittlement?Hydrogen embrittlement (HE) occurs when hydrogen atoms infiltrate a metal's structure, reducing its ductility and load-bearing capacity. Imagine a mighty steel beam suddenly snapping like a twig - that's the devastating potential of HE. This process requires three key ingredients:
When two of these factors align, failure becomes not just possible, but inevitable.
The Sneaky Sources of HydrogenHydrogen can be a master of disguise, infiltrating metals through various means:
Particularly problematic are acid cleaning and high-current electroplating processes, which are incredibly efficient at producing hydrogen.
The Science Behind the BreakdownHydrogen embrittlement isn't a single process, but rather a collection of mechanisms that can lead to metal failure:
Detection: A Challenging EndeavorIdentifying hydrogen embrittlement, especially at low concentrations, can be like finding a needle in a haystack. However, some methods have proven effective:
Prevention: The Best MedicineWhen it comes to hydrogen embrittlement, an ounce of prevention truly is worth a pound of cure. Here are some strategies to keep HE at bay:
The Hydrogen Bake-Out: A Powerful SolutionOne particularly effective method for combating hydrogen embrittlement is the hydrogen bake-out process. This involves heating the component to allow hydrogen to diffuse out of the metal. The effectiveness of this method depends on factors like temperature, time, and concentration gradient.
Industry Impact: It's Not Just Rocket ScienceWhile aerospace applications have seen some of the most severe hydrogen embrittlement issues, it's crucial to remember that, as one expert put it, "it doesn't have to fly in order to die."
HE affects a wide range of industries and components:
The Future of Fighting Hydrogen EmbrittlementAs we continue to push the boundaries of material strength and performance, understanding and mitigating hydrogen embrittlement becomes increasingly critical. Research into new alloys, improved surface treatments, and advanced detection methods is ongoing.
Conclusion: Vigilance is KeyHydrogen embrittlement remains a significant challenge in the world of metals. By implementing proper prevention strategies and remaining vigilant, we can reduce the risk of unexpected failures and ensure the integrity of our metal components. Remember, when it comes to hydrogen embrittlement, what you can't see can hurt you - so stay informed, stay prepared, and keep your metals safe from this invisible threat. |
||
|
||
|
||
|
||
|
|
|
||
|
In recent years, significant advancements in the field of plating on plastics (POP) have revolutionized various industries, ranging from automotive to electronics. This paper delves into the latest trends, technologies, and applications in POP, underscoring its burgeoning importance in contemporary manufacturing.
At the forefront of this revolution is electroless plating, a chemical process that deposits a thin metallic layer onto plastic surfaces without the need for electricity. This technique facilitates uniform coating on complex shapes and non-conductive materials, thereby enhancing the durability, conductivity, and aesthetic appeal of plastic parts.
Another groundbreaking method is physical vapor deposition (PVD), which produces extremely thin, highly adherent metallic coatings on plastic substrates. PVD coatings can impart properties such as increased hardness, improved wear resistance, and specific optical characteristics, all while maintaining the lightweight nature of the plastic base material.
Plasma-enhanced chemical vapor deposition (PECVD) pushes these boundaries even further. This technique employs plasma to aid in the deposition of various materials onto plastic surfaces, enabling the creation of coatings with tailored properties such as hydrophobicity, optical transparency, or specific electrical characteristics.
The implications of these advanced plating techniques are profound. In the automotive industry, plastic components can now replace heavier metal parts without compromising strength or durability, leading to improved fuel efficiency.
The electronics sector benefits from plastic housings that provide electromagnetic shielding, a crucial feature in our increasingly connected world. Medical device manufacturers are leveraging these technologies to create implants and instruments that combine the biocompatibility of certain plastics with the requisite strength and wear resistance of metals. In the realm of consumer goods, designers are exploring new aesthetic possibilities, producing plastic products with metallic finishes indistinguishable from their all-metal counterparts.
As these plating techniques continue to evolve, we can expect even more innovative applications. The ability to selectively functionalize specific areas of plastic components opens possibilities for integrated circuitry and sensors embedded directly into structural parts. This could lead to a new generation of smart products with enhanced capabilities and improved resource efficiency. However, challenges remain. Ensuring strong adhesion between the plating and the plastic substrate across a wide range of environmental conditions is an ongoing area of research. Additionally, as the industry moves towards more sustainable practices, developing eco-friendly plating processes and improving the recyclability of plated plastics are becoming increasingly important considerations.
The plastic metamorphosis driven by these cutting-edge plating techniques is more than just a technological advancement; it represents a paradigm shift in how we approach material selection and product design. As these technologies mature and become more widely adopted, they promise to blur the lines between traditional material categories, offering designers and engineers an expanded palette of possibilities to create the products of tomorrow. The revolution in plastic plating techniques is ushering in a new era of manufacturing, where the versatility of plastics is enhanced by the properties of metals. This synergy is not only pushing the boundaries of what’s possible in product design but also contributing to more efficient, lightweight, and potentially more sustainable manufacturing processes. As research in this field continues to advance, we can anticipate even more exciting developments that will further transform the landscape of modern manufacturing.
The Rise of Double-Shot MoldingOne of the most exciting developments in POP is the adoption of double-shot (or twin-shot) molding techniques. This process involves creating parts with both plateable and non-plateable plastic resins, offering several advantages:
Reduced assembly costs
Double-shot molding requires expertise in etching and activation to achieve controlled and highly selective plating without yield loss. This technique has found applications in various industries, including medical devices, consumer electronics, automotive components, and more.
Weight Reduction: A Key DriverAs industries strive for more efficient and environmentally friendly products, weight reduction has become a crucial factor. POP technologies enable the replacement of metal components with lighter plastic alternatives, particularly in automotive applications like door handles.
MID Metallization Technologies Molded Interconnect Devices (MID) represent another frontier in POP. Several MID metallization technologies have emerged:
These technologies are driven by cost and cycle time considerations, with applications spanning cell phone antennas, electronic connectors, medical devices, automotive components, and LED lighting.
Surface Preparation: The Key to SuccessRegardless of the specific POP technique, proper surface preparation is crucial for successful metal deposition. Various methods are employed, including:
Three main types of POP pretreatment processes are currently in commercial use:
Each process has its own sequence of steps, from chromic etching to electroplating.
The Advantage of Ionic Palladium ActivationIonic palladium activation systems offer several benefits over traditional colloidal systems: Reduced pre-plate process steps Expanding Material Horizons POP techniques have been successfully applied to a wide range of plastics, including: ABS and PC/ABS This versatility has opened new possibilities for designers and engineers across multiple industries.
The Future of Plating on PlasticsAs global demand for POP continues to grow, driven primarily by the automotive sector, we can expect further innovations in this field. While conventional colloidal systems remain widely trusted, ionic systems offer flexibility and cost reduction potential for the future. The ongoing advancements in POP technologies promise to deliver lighter, more intricate, and more cost-effective components across various industries. As research continues and new applications emerge, plating on plastics will undoubtedly play a crucial role in shaping the future of manufacturing and product design. By exploring the latest advancements and trends in POP, this paper aims to provide valuable insights for professionals and enthusiasts in the manufacturing sector. For those looking to stay ahead of the curve, understanding and leveraging these cutting-edge techniques is essential. |
||
|
||
|
||
|
||
|
|
|
||
|
Recent research has unveiled groundbreaking advancements in electrodeposition techniques for bismuth and tin, offering innovative insights that could transform metal coating technologies. These studies provide crucial information on optimizing electroplating processes, enhancing coating uniformity, and understanding the impact of various factors on deposit properties.
Bismuth Electrodeposition from Perchloric Acid SolutionsA pioneering study on bismuth electrodeposition from perchloric acid solutions has revealed several key findings:
Bismuth perchlorate solutions exhibit exceptional stability, resisting hydrolysis and precipitation even when diluted. Optimal deposition conditions were achieved at room temperature using a current density of 3.1 A/dm², resulting in smooth, finely crystalline cathode deposits free of rough edges. The ideal bath composition was determined to be 40 g/L of bismuth oxide and 104 g/L of perchloric acid, ensuring efficient deposition. Cathodic current efficiency approached 100%, indicating minimal energy waste during the deposition process. The deposited bismuth contained trace amounts (0.4-0.5%) of perchlorate, suggesting the need for further purification in certain applications. While addition agents such as glue and cresol slightly improved the deposits, they were not essential for achieving satisfactory results. This method shows promise for specialized applications in electrical and magnetic devices. However, the brittleness and tarnishing tendency of the deposited bismuth currently limit its broader commercial use.
Enhancing Coating Uniformity in High-Speed Tin PlatingAnother crucial study focused on improving coating homogeneity in high-speed tin electroplating: Both 3D and simplified 2D models were developed to analyze factors affecting coating uniformity, such as electrolyte potential distribution, tin ion concentration, gas evolution, and current distribution. The primary challenge identified was the "edge effect," resulting in thicker coatings at the cathode edges, posing significant challenges in achieving consistent coatings. Adjusting anode sizes or arrangements proved insufficient. However, auxiliary devices like insulating bars and auxiliary cathodes showed potential in mitigating the edge effect. Although auxiliary cathodes nearly eliminated the edge effect, they introduced drawbacks such as increased current and tin wastage. The simulation results correlated well with actual production data, particularly for high coating masses, though discrepancies were noted at lower coating masses. These findings provide valuable strategies for enhancing coating uniformity in high-speed electroplating processes, applicable beyond tin plating.
Impact of Additives and Current Density on Tin DepositsFurther research explored the effects of organic plating additives and current density on the properties of electroplated tin deposits: Increasing the concentration of organic plating additives raised the carbon content in tin deposits from 5 wt% to 8 wt%. Higher current densities caused the tin oxide film to reach donor density saturation at lower additive concentrations, suggesting a role in the decomposition of organic additives and subsequent carbon incorporation. Depth profile analysis revealed that carbon was consistently incorporated throughout the deposit, not just sporadically. The native tin oxide layer exhibited n-type semiconductor characteristics, crucial for understanding its potential applications in electronic devices. These studies highlight the complexities of electrodeposition processes and pave the way for future innovations in electroplating technologies. By optimizing bath compositions, current densities, and additive concentrations, researchers can develop more efficient and effective electroplating methods for bismuth, tin, and potentially other metals, opening new possibilities in coating technologies and electronic applications.
ConclusionsThe research on bismuth from perchloric acid solutions offers a reliable method for specialized applications, while the high-speed tin plating study provides strategies for achieving uniform coatings. Both investigations underscore the critical influence of additives and current density on the properties of electrodeposited metals, setting the stage for future advancements in electroplating technologies. |
||
|
||
|
||
|
||
|
|
|
||
|
Are you seeking innovative solutions to enhance your anodizing process while reducing energy consumption? Look no further than pulse anodizing – a cutting-edge technique that promises to transform your operations. In this comprehensive guide, we'll delve into the intricacies of pulse anodizing, exploring its techniques, benefits, and practical implementation strategies.
Advint's Supply Chain Power Supply: Unlocking Precision and FlexibilityAt the heart of pulse anodizing lies Advint's Supply Chain Power Supply, a state-of-the-art system designed to deliver unparalleled control and versatility.
This advanced power supply boasts an array of impressive features: Programmable Control Interface: Offering precision and flexibility, this interface allows you to fine-tune your anodizing process with ease.
Regulation Modes: Encompassing constant current, constant voltage, and cross-over modes, ensuring optimal performance across various applications.
Low Frequency Pulse (LFP) Output: Generating DC to 200 Hz pulses with a minimum pulse width of 4 ms ON and 1 ms OFF, enabling precise control over the anodizing process.
Connectivity: Equipped with an RS485 serial port and USB port, facilitating seamless host control and integration.
Forced Air Cooling System: Ensuring optimal performance through efficient cooling mechanisms.
With performance specifications that include line and load regulation within +/- 1% of the setting or 0.1% of the maximum rating, digital meter accuracy of +/- 1% plus the least significant digit (L.S.D.), temperature stability of 0.2% after a 15-minute warm-up, and ripple less than 1% RMS of the maximum output voltage, Advint's Supply Chain Power Supply delivers uncompromising quality and reliability.
Pulse Anodizing in Existing Anodizing Lines: Maximizing EfficiencyImplementing pulse anodizing in your existing anodizing lines can yield significant energy savings and process improvements.
Here are some key considerations: Energy Efficiency: Pulse anodizing has the potential to reduce energy consumption by at least 30%, contributing to cost savings and environmental sustainability.
Baseline Analysis: Establish a comprehensive understanding of your current energy consumption and process parameters to identify areas for optimization.
System Upgrades: Upgrade cooling systems and busbars to accommodate higher current densities, ensuring seamless integration of pulse anodizing technology.
Energy Calculations: Conduct thorough energy calculations, comparing conventional and pulse anodizing processes, to quantify potential savings and justify the investment.
Mastering Pulse Anodizing Parameters To harness the full potential of pulse anodizing, it's crucial to understand and optimize the key parameters:
Higher Current Density: By leveraging higher current densities, pulse anodizing reduces overall process time, enhancing efficiency and productivity.
Flexible Conditions: Pulse anodizing allows you to alternate between two direct current values, enabling precise control over the anodizing process.
Example Parameters: Typical parameters include high and low voltage levels, as well as their respective current densities, tailored to your specific requirements.
First Experiments: Paving the Way for SuccessAs with any new technology, pulse anodizing requires careful experimentation and optimization. Initial trials conducted with pulsating current, and voltage have revealed challenges, such as addressing burning issues during current-controlled experiments. By overcoming these hurdles through meticulous testing and adjustment, manufacturers can unlock the full potential of pulse anodizing.
Theoretical Introduction to Pulse Anodizing: Unraveling the ScienceTo truly appreciate the power of pulse anodizing, it's essential to understand the underlying theoretical principles:
Alternating Voltage/Current: By alternating between high and low voltage or current levels, pulse anodizing optimizes the anodizing process, enhancing efficiency and quality.
Barrier Layer Formation: The barrier layer formation adjusts dynamically to the applied voltages, impacting the oxide layer formation and overall anodizing process.
Recovery Period: During the low voltage or current phase, a recovery period allows for chemical dissolution, reducing the barrier layer thickness and enabling higher current densities.
Influencing Factors: Factors such as alloy composition, electrolyte concentration, and temperature play crucial roles in determining the effectiveness of pulse anodizing.
Process Advantages: Efficiency, Customization, and SustainabilityPulse anodizing offers a multitude of advantages that set it apart from conventional anodizing methods:
Efficiency: By leveraging higher current densities and optimized processes, pulse anodizing delivers superior efficiency, reducing processing time and increasing productivity.
Customization: With the ability to customize pulse patterns, manufacturers can tailor the anodizing process to meet the specific requirements of different alloys, ensuring consistent and high-quality results.
Sustainability: By significantly reducing energy consumption, pulse anodizing contributes to environmental sustainability, aligning with modern manufacturing practices and corporate social responsibility initiatives.
Embrace the Future of Anodizing with Pulse AnodizingPulse anodizing stands as a game-changer in the world of anodizing, offering unparalleled efficiency, flexibility, and sustainability. By understanding and implementing the techniques outlined in this guide, manufacturers can achieve superior results, reduce energy consumption, and stay ahead of the curve in an increasingly competitive and environmentally conscious market.
Transform your anodizing process today with pulse anodizing – where innovation meets efficiency, and sustainability becomes a driving force for success. For more detailed insights, technical specifications, and personalized solutions, consult with Advint's knowledgeable representatives and unlock the full potential of state-of-the-art anodizing technology. |
||
|
||
|
||
|
||
|
|
|
||
IntroductionRoot cause analysis (RCA) stands as a cornerstone process in identifying and rectifying the underlying causes of issues or defects across industries. Despite the widespread use of traditional RCA tools like Fishbone diagram and 5 Why’s analysis, their effectiveness in pinpointing root causes, particularly in addressing chronic or enduring effects within the electroplating industry, has come under scrutiny. This paper introduces Advint's Foveated Root Cause Analysis (FRCA) tool guide, aiming to present a more efficacious approach to RCA.
The Need for FRCAWhile traditional RCA tools possess their strengths, they often prove inadequate in tackling chronic effects persisting over several years. The author of this paper has noted several cases where companies faced difficulty in pinpointing root causes, despite making concerted efforts. Thus, this endeavor represents a culmination of various observations, insights, and studies.
Key Principles of FRCA
|
||
|
||
|
||
|
||
|
|
|
||
|
Chromium plating is a widely used technique for coating metal surfaces with a layer of chromium. It provides several benefits, such as corrosion resistance, improved hardness and wear resistance, and aesthetic appeal. However, chromium plating can also pose significant environmental challenges because of the toxic nature of chromium compounds. To win the environmental challenges of chromium plating, here are some strategies you can follow:
Use alternative plating methodsOne way to reduce the environmental impact of chromium plating is to explore alternative plating methods that do not use chromium compounds. For example, electroless nickel plating or electroplating with non-chromium-based solutions can provide similar benefits without the toxic effects of chromium.
Optimize process parametersAnother way to reduce the environmental impact of chromium plating is to optimize the process parameters. This can include using lower concentrations of chromium compounds, reducing plating time, or adjusting the temperature and pH of the plating solution.
Implement a closed-loop systemImplementing a closed-loop system can reduce the amount of chromium discharged into the environment. A closed-loop system recirculates the plating solution, rather than disposing of it after each use, reducing the amount of waste generated.
Use a chemical recovery systemA chemical recovery system can help to recover the chromium from the plating solution and recycle it for future use. This reduces the amount of chromium needed for the plating process and minimizes the amount of waste generated.
Proper waste managementProper waste management is essential to minimize the environmental impact of chromium plating. All waste generated during the plating process should be collected, treated, and disposed of appropriately, following local environmental regulations.
In conclusion, winning the environmental challenges of chromium plating requires a combination of strategies, such as using alternative plating methods, optimizing process parameters, implementing closed-loop and chemical recovery systems, and proper waste management. By following these strategies, we can ensure that chromium plating is a sustainable and environmentally friendly process.
Hexavalent chromium, also known as chromium (VI), is a toxic and carcinogenic substance that has been widely used in the metal finishing industry for hard and decorative plating processes since the 1920s. The exceptional physical characteristics of chromium plating make it a preferred choice in many applications, but the hazardous nature of hexavalent chromium has led to increased environmental and health concerns.
The US Environmental Protection Agency (EPA) has classified hexavalent chromium as a hazardous substance and has established regulations to limit its discharge into the environment. The Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) program in the European Union has also listed chromium trioxide, a common source of hexavalent chromium in plating solutions, as a hazardous chemical and has implemented strict regulations on its use.
Because of these regulations, the metal finishing industry has been working to develop alternative plating methods and to improve the sustainability of chromium plating processes. This includes the use of closed-loop systems, chemical recovery systems, and the development of non-chromium-based plating solutions.
It is important to continue to monitor and regulate the use of hexavalent chromium to minimize its impact on the environment and public health. Chromium plating has been widely used in various industries for decades due to its exceptional physical characteristics such as corrosion and wear resistance, and aesthetic appeal. In the aerospace industry, hard chromium is commonly used for its durability and ability to withstand extreme environments. The automotive sector primarily uses decorative chromium plating, while other industries use both decorative and hard chromium plating.
Chromium is the only element among groups 4, 5, and 6 of the periodic table that can be plated using an aqueous solution. Ionic liquids can deposit most of the transition elements, but they are not widely used in industrial applications. Aqueous hexavalent chromium deposits have exceptional tribological and corrosion resistance properties, although not all formulations possess these properties.
Chromium plating is commonly used on high-strength steels and nickel alloys, and a Wood's nickel strike is often used to prepare the surface for plating. The chromium deposit exists in the alpha phase and is crystalline, with limited compounds or components and occlusion of hydrogen and carbon, which can lead to the development of internal deposit stress.
The low cathode current efficiency of the electrolyte used for chromium plating allows for greater tribological properties because of the presence of hydride and carbide compounds. However, these compounds can also develop intrinsic stress in the deposit and affect its deformation properties.
Despite its extensive applications and good properties, chromium plating poses significant environmental challenges due to the toxic nature of hexavalent chromium. As mentioned earlier, the US EPA and REACH have established regulations to limit its discharge into the environment, and the metal finishing industry has been working to develop more sustainable plating processes. It is essential to continue to monitor and regulate the use of chromium plating to minimize its impact on the environment and public health.
The original hexavalent chromium plating formula was developed by accident in the early 1900s and it comprised of chromium trioxide and sulfuric acid. The researcher who developed the formula initially assumed that chromium trioxide was a trivalent salt, but this was later corrected by another scientist. Since then, alternative methods of hexavalent chromium plating have been developed to address environmental and health concerns. Trivalent chromium plating, cobalt alloy deposits, and electroless nickel deposits with phosphorus or boron alloys are some of the substitute methods that have been developed and continue to be researched.
In recent years, there has also been increased interest in high-temperature and room-temperature ionic liquids for depositing metals such as trivalent chromium, niobium, aluminum, and molybdenum. These alternative methods offer the potential for more sustainable and environmentally friendly plating processes. However, more research is needed to develop and optimize these methods for industrial use.
Yes, trivalent chromium plating is an alternative to hexavalent chromium plating and can produce similar decorative deposits. However, there can be variations in deposit characteristics, particularly on hard chromium applications where macrocracks can develop after baking. Comparing the microstructure on transverse sections can be a useful practice in analyzing macrocracks. Electroless nickel deposits with boron alloys can offer some tribological properties, but they may not offer comparable wear and corrosion resistance properties of hard hexavalent chromium plating. Similarly, while ionic liquid methods, particularly room temperature ionic liquid electrolysis, offer potential advantages, they are still emerging technologies and require further development. Vapor deposition methods, including chemical vapor deposition (CVD), can also be used as alternatives to hexavalent chromium plating. CVD can be applied to several transition metals, including tantalum (Ta) and niobium (Nb). However, these methods may require specialized equipment and expertise. Thermal spray coating is a versatile and diverse alternative to hexavalent chromium plating, with several methods available in the market, including oxyfuel wire (OFW) spray, electric arc wire (EAW) spray, oxyfuel powder (OFP) spray, plasma arc (PA) powder spray, and high velocity oxyfuel (HVOF) powder spray. Thermal spray coating can offer a range of properties, including corrosion resistance, wear resistance, and thermal barrier properties, depending on the coating material and method used.
The choice of an alternative to hexavalent hard chromium plating process depends on various factors, such as the application demand, cost, and the required physical characteristics. Trivalent chromium plating, vapour deposition, and thermal spray methodologies are viable alternatives to consider. However, each method has its advantages and limitations, and the final decision must be based on the specific needs of the application. |
||
|
||
|
||
|
|
|
||
IntroductionThis paper reviews two separate studies that investigate the electrodeposition of metals, specifically tin and tin-lead alloys, and their impact on the growth of tin whiskers in electronic devices.
Study 1The first study aimed to understand the effect of adding lead to tin deposits on the growth of tin whiskers. Tin whiskers are thin protrusions that can cause short circuits and other issues in electronic devices. The study found that increasing the Pb content in the deposits alters the way copper diffuses into Sn grains, reducing the stress that could lead to whisker growth. This suggests that the intermolecular interaction between additives and surfactants can significantly affect electrodeposition processes and provide insight into the design of electrolytes for improved electrodeposition processes.
Study 2A second study focused on the role of the intermolecular interaction between phthalic acid and non-ionic surfactant on the electrodeposition of metals. The study found that the chemical combination leads to the formation of a compact adlayer on the electrode surface, which inhibits the reduction reaction of metal ions on the cathode. The hydrophobic nature of these chemicals containing aromatic rings enhances the binding interaction and contributes to the blocking effect, which is governed by the intermolecular interaction. The study provides insight into the design of electrolytes for improved electrodeposition processes.
MethodologyBoth studies analyzed matte tin electrodeposition at various Sn-Pb alloy compositions and evaluated several properties of the deposits, including crystallographic and microstructural characteristics, cathodic polarization, and the formation of Cu-Sn intermetallic compounds at the interface between the Sn or Sn/Pb films and the Cu substrate. The SEM image indicates that the deposit obtained from the electrolyte is smooth, regular, and compact. The low carbon content of the deposit suggests that the incorporation of the additive is strongly controlled in the presence of phthalic acid and non-ionic surfactant.
ConclusionOverall, these studies provide valuable insights into the electrodeposition of metals and their applications in electronic devices. The findings can inform the design and manufacturing of electronic components, leading to more robust and reliable devices. The studies highlight the importance of intermolecular interactions between additives and surfactants in controlling the electrodeposition of metals and suggest strategies for preventing tin whisker formation in electronic devices. By understanding the mechanisms behind whisker growth, researchers and manufacturers can work towards developing more reliable electronic devices.
Note: These studies were not conducted by Advint Incorporated. Readers are required to do their own due diligence or contact Advint staff for proper technical guidance. Only use insights written by Venkat raja to gain technical knowledge. |
||
|
||
|
||
|
|
|
||
|
This article discusses the properties of nickel and cyanide ions that make them popular choices in electroplating. Nickel has high resistance to corrosion, a high melting point, and can form a strong coating on a substrate, making it suitable for a wide range of applications, including coins, jewelry, and electroplating.
Cyanide ions can form stable complexes with metal ions and dissolve any oxides or impurities on the substrate surface, allowing for better adhesion of the plated metal. However, the use of cyanide poses several risks because of its toxic nature, and alternative complexing agents such as sulfamate or gluconate are used to reduce these risks. Proper control of variables such as pH, temperature, current density, and agitation is crucial in achieving high-quality and sustainable electroplating results.
Nickel and cyanide ions play a critical role in the electroplating industry. In this article, we will explore the unique properties of nickel and cyanide ions, as well as their impact on electroplating. We commonly use Nickel in electroplating because of its ability to form a durable coating on a substrate. It is also resistant to corrosion and has a high melting point. Nickel sulfate and nickel chloride typically provide metal ions in the plating bath. Nickel has several unique properties that make it a popular choice for electroplating. It is highly resistant to corrosion, has a high melting point, and can form a strong coating on a substrate. Besides, we can easily plate nickel onto a variety of substrates, including stainless steel and nickel alloys. Nickel is a transition metal with the atomic number 28. It has a high melting point of 1,455 °C and is highly resistant to corrosion. Nickel is also a ductile metal and can form into various shapes. Because of its unique properties, nickel is widely used in the production of coins, jewelry, and electroplating.
We commonly use cyanide ions in electroplating baths because they can form stable complexes with many metal ions, including those of gold and silver. Cyanide also helps to dissolve any oxide or other impurities on the substrate surface, allowing for better adhesion of the plated metal.
However, cyanide is a toxic substance and requires careful handling and disposal. In earlier years, industry has developed alternative complexing agents that are less toxic, such as sulfamate and gluconate.
Besides the choice of cation and anion in the plating bath, other variables that can influence the quality of electroplating include pH, temperature, current density, and agitation. We must give careful consideration to these variables during the plating process to ensure consistent and high-quality results.
Overall, the influence of nickel and cyanide ions on electroplating is significant, but careful consideration must be given to achieve sustainable and high-quality results.
It is interesting to note that Donald Wood was not only instrumental in the development of nickel strike formulation but also had expertise in cyanide-based silver-plating processes. Application of a silver strike formulation with low free cyanide content shows an understanding of the potential hazards associated with cyanide in plating processes.
His comment regarding the surface scouring function of hydrogen in a strike solution highlights the importance of surface preparation in electroplating. To ensure proper adhesion and a uniform coating, the substrate surface must be clean and free of any contaminants or oxides. Strike solution, such as a nickel or silver strike, can help remove any impurities on the surface and prepare it for electroplating.
The low cathode efficiency in a strike solution allows for a liberal evolution of hydrogen, which can act as a surface scouring agent before we deposit the metal. This ensures we properly prepare the surface for the electroplating process. Overall, Donald Wood's contributions to the surface finishing industry, including the development of Wood's nickel strike formulation, have had a significant impact on the ability to plate elements of different electromotive force potential on a variety of substrates.
Cyanide is often used in electroplating as a complexing agent, as it can form stable complexes with many metal ions, including nickel. Cyanide can also help to dissolve any oxides or other impurities on the surface of the substrate, allowing for better adhesion of the plated metal.
However, the use of cyanide in electroplating poses several risks, as it is a toxic substance and must be handled and disposed of carefully. In addition, the use of cyanide can lead to the formation of hydrogen cyanide gas, which is highly toxic. Other variables that can influence the quality of electroplating at the design phase include pH, temperature, current density, and agitation. Solution pH can affect the solubility and stability of the metal ions in the plating solution, while temperature can affect the rate of the plating reaction. Current density can affect the rate and distribution of metal deposition on the substrate, while agitation can help to ensure a uniform coating.
Overall, the selection of suitable cations and anions, along with careful control of variables such as pH, temperature, current density, and agitation, is critical in achieving high-quality and sustainable electroplating results. Use of complexing agents, such as sulfamate or gluconate, can also help to reduce the risks associated with cyanide use in electroplating.
In electroplating, nickel ions are used to deposit a layer of nickel on a substrate. The process involves immersing the substrate into a nickel-plating bath, which contains a solution of nickel ions. When an electric current is passed through the solution, the nickel ions are reduced and deposited onto the substrate.
Cyanide ions are often used in electroplating as a complexing agent for metal ions, including nickel. Cyanide can form stable complexes with metal ions, allowing for better adhesion of the plated metal. Besides, cyanide can help to dissolve any oxides or other impurities on the surface of the substrate, which can improve the quality of the plated metal.
However, the use of cyanide in electroplating poses several risks, as it is a toxic substance and must be handled and disposed of carefully. Cyanide can also produce hydrogen cyanide gas, which is highly toxic and poses a significant health hazard.
To reduce the risks associated with cyanide use in electroplating, alternative complexing agents such as sulfamate or gluconate can be used. These complexing agents are less toxic than cyanide and do not produce hydrogen cyanide gas.
An Idea in Brief:In summary, nickel and cyanide ions play a critical role in the electroplating industry. Nickel possesses unique properties that make it a popular choice for electroplating, while we often use cyanide to improve the quality of the plated metal. |
||
|
||
|
||
|
|
|
||
|
.....many metal finishing companies are bracing for the next economic triad – i.e., massive commodities super cycle, high interest rate effect, and continuing supply chain limitation. Automotive sector’s electrical vehicle (EV) push is changing the commodities market. The change had and will continue to affect metals like copper, aluminum, nickel, etc. Albeit, it has been only a year since the balance tilted, make no mistake, the commodities huge super cycle had just begun. Executives can be sanguine about their business once they levitate with a two-year picture on the economic triad of interest rate, commodities price and supply chain.
Over a year, supply chain woes affected the global economy and the surface & metal finishing industry. These challenges, mostly related to ocean freight imports and semiconductor chip shortages, were driven by COVID – 19.
A few companies have negated these challenges and many are bracing for the next economic triad – i.e., massive commodities super cycle, high interest rate effect, and continuing supply chain limitation.
This paper gives background, specifics and recommendations.
Supply ChainDC rectifiers used in electroplating and anodizing applications were among many products affected by semiconductor chip shortage and ocean freight bottleneck. Automotive sector is one of the worst affected because of these issues.
Automotive sector’s electrical vehicle (EV) push is changing the commodities market. The change had and will continue to affect metals like copper, aluminum, nickel, etc. Albeit, it has been only a year since the balance tilted, make no mistake, the commodities huge super cycle had just begun.
Electroplating companies need these metals either as anodes or as salts. Advint recommends its clients to work only with suppliers who have negotiating powers, and negotiate the price with them. Prices are volatile, but a supplier can balance delivery with price at a fair profit margin. It is important to keep a bill of materials (BOM), cost of goods sold (COGS) system, and inventory management agile for the foreseeable future.
We expect chips shortage and other supply chain issues to relax from the third quarter of 2022.
High Interest RateMany federal and union government’s coffers are empty since they had been on a spending spree through the pandemic. The supply chain issues we discussed earlier had created differences between supply and demand. One must not reminisce about the present crises from the past ones. Earlier global economies were used to demand, not a supply challenge. This pandemic had created supply issue, and the demand continues to be strong. As most are aware, federal reserves have or will soon hike interest rates. This will reduce demand, and advertently or inadvertently, a series of hikes might trigger a recession. If it does not deteriorate to a recession, executives must expect a slowdown in the economy. They must position their finances, inventory management, and allocate the companies’ fixed capital expenditures accordingly. We expect this effect to peak during the second quarter of 2022 and the overall effect of high interest rate environment will last until the end of calendar year 2023.
An Idea in BriefHigher labour cost, higher commodities price, rapid hikes in interest rate, and persisting supply chain challenges confront metal finishing leaders.
Executives can be sanguine about their business once they levitate with a two-year picture on the economic triad of interest rate, commodities price and supply chain.
Note:This Insight paper is a redacted version published to Advint’s advisory services subscribers on Jan 03, 2022.
|
||
|
||
|
||
|
||
|

|
|
Venkat Raja 33 July 22, 2024 |

|
|
Charles G Graham 9 July 7, 2024 |