|
|
||
|
In the fast-paced world of modern electronics, the ability to create intricate circuitry on an increasingly miniature scale is paramount. At the heart of this technological marvel lies a process known as copper electrodeposition – a sophisticated technique that forms the backbone of printed circuit board (PCB) manufacturing and advanced microelectronics. But what truly elevates this process from mere metal plating to a precise science is the delicate dance of molecular additives, with polyethylene glycol (PEG) and polypropylene glycol (PPG) taking center stage as crucial suppressor molecules.
The Molecular Choreography of Copper ElectrodepositionCopper electrodeposition might sound straightforward – the process of depositing copper onto a surface using electricity – but its intricacies are far more complex. The real magic happens at the nanoscale, where PEG and PPG molecules interact with the copper surface in a carefully orchestrated performance that controls the rate and quality of copper deposition.
PEG: The Prima Ballerina of SuppressorsPolyethylene glycol, or PEG, is a hydrophilic polymer that plays a starring role in this molecular ballet. Its performance, however, is heavily dependent on a supporting cast – chloride ions. The relationship between PEG and chloride is so crucial that without chloride, PEG simply refuses to take the stage (or in scientific terms, adsorb to the copper surface).
When chloride ions are present, they facilitate a remarkable transformation. PEG molecules form a complex bridge structure on the copper surface, known as the PEG-Cu(I)-Cl− bridge. This intricate formation sees PEG's oxygen atoms complexing with Cu(I) ions, which are in turn stabilized by the adsorbed chloride. The result? A robust suppression layer that acts as a barrier, controlling the reduction of copper ions at the electrode surface with exquisite precision.
PPG: The Contrasting PerformerEnter polypropylene glycol, or PPG – a more hydrophobic counterpart to PEG. PPG's performance is distinctly different, adding depth and nuance to the molecular show. Its adsorption kinetics are slower, and it reaches surface saturation at a reduced rate compared to its PEG counterpart. Intriguingly, PPG causes a more negative suppression potential, hinting at a unique mechanism of action that complements PEG's performance.
The Chloride Ion: More Than Just a Supporting ActorThe role of chloride ions in this molecular performance cannot be overstated. Far from being mere spectators, chloride ions are essential facilitators that influence every aspect of the suppressor molecules' behavior:
This chloride-induced shift in equilibrium is not merely a kinetic effect but a fundamental change in the thermodynamic stability of adsorbed PEG. The result is enhanced surface coverage, conformational changes in PEG molecules (notably an increase in gauche conformation of C-O bonds), and the formation of a more stable and effective suppressor layer.
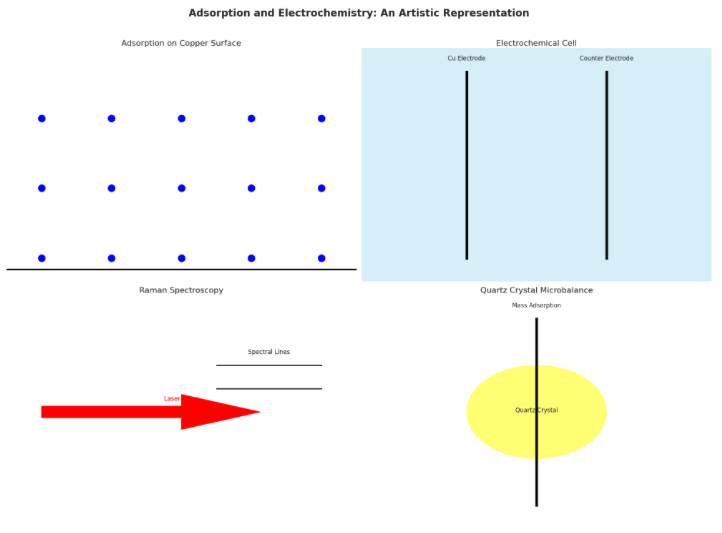
Spectroscopic Insights: Peeking Behind the CurtainTo truly appreciate the complexity of this molecular performance, researchers have employed advanced spectroscopic techniques, offering unprecedented insights into the behavior of these suppressor molecules:
Raman Spectroscopy:Both normal and surface-enhanced Raman spectroscopy (SERS) have revealed significant spectral shifts in PEG's C-H stretching and bending regions upon surface adsorption. These shifts indicate conformational changes as PEG molecules adapt to their new role on the copper surface. PPG, true to its distinct character, shows less pronounced spectral changes, reflecting its reduced conformational flexibility.
Electrochemical Quartz Crystal Microbalance (QCM):This sophisticated gravimetric technique has allowed researchers to quantify the adsorption process with remarkable precision. QCM studies have confirmed that PEG adsorption occurs only in the presence of chloride ions, while PPG can adsorb with or without chloride. Fascinatingly, PPG forms a denser surface layer (0.598 μg/cm²) compared to PEG (0.336 μg/cm²), highlighting how molecular structure influences adsorption behavior.
The Gauche Effect: A Twist in the TaleComputational studies have added another layer of understanding to this molecular narrative. The observed spectroscopic trends are associated with an increased gauche character in the polymer backbone upon adsorption. This conformational change is not merely a curiosity but plays a pivotal role in the suppression mechanism, influencing the packing density and stability of the adsorbed layer.
Implications for Electrodeposition KineticsThe distinct behaviors of PEG and PPG have profound implications for copper electrodeposition:
Challenges and Future DirectionsWhile PEG and PPG have revolutionized copper electrodeposition, challenges remain. The stability of these suppressor molecules under operating conditions is a key concern. Studies have shown that PEG-PPG copolymers can undergo degradation during the electrodeposition process, potentially impacting the consistency and quality of the deposited copper film over time.
Looking to the future, researchers are focusing on several promising avenues:
Conclusion: The Future of Molecular Engineering in ElectronicsAs we continue to push the boundaries of electronic miniaturization and performance, the insights gained from studying these suppressor molecules will be invaluable. The intricate dance of PEG, PPG, and chloride ions on copper surfaces is more than just a fascinating scientific phenomenon – it's the key to unlocking the next generation of microelectronics. By mastering this molecular ballet, we're not just improving a manufacturing process; we're paving the way for smaller, faster, and more efficient electronic devices that will shape our technological future. From smartphones to supercomputers, the invisible performance of these molecular actors plays a crucial role in the devices we rely on every day. As research in this field progresses, we can expect to see even more sophisticated control over the copper electrodeposition process, leading to advancements in electronics that we can scarcely imagine today. The molecular dance of PEG and PPG is just the beginning – a prelude to a future where molecular engineering drives the next great leaps in electronic technology. |
||
|
||
|
||
|
||
|
|
|
||
|
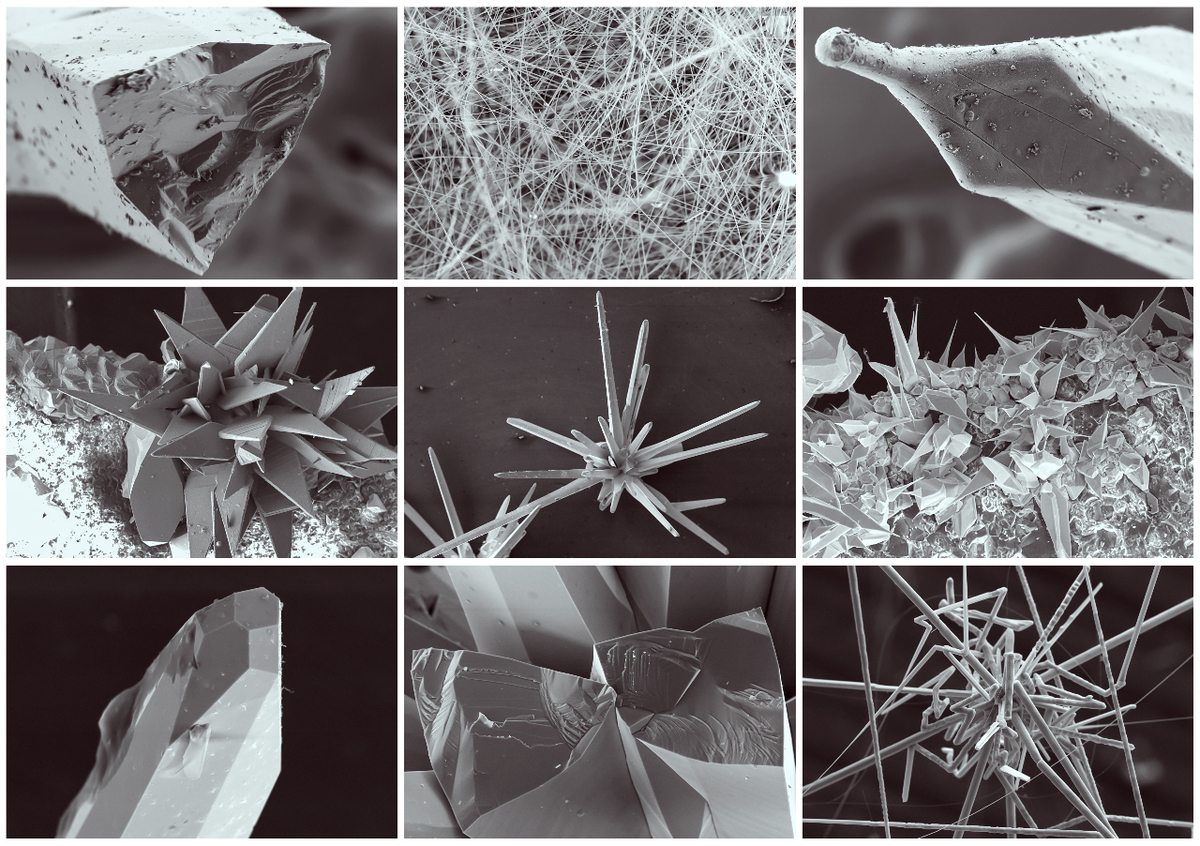
Recent research has unveiled groundbreaking advancements in electrodeposition techniques for bismuth and tin, offering innovative insights that could transform metal coating technologies. These studies provide crucial information on optimizing electroplating processes, enhancing coating uniformity, and understanding the impact of various factors on deposit properties.
Bismuth Electrodeposition from Perchloric Acid SolutionsA pioneering study on bismuth electrodeposition from perchloric acid solutions has revealed several key findings:
Bismuth perchlorate solutions exhibit exceptional stability, resisting hydrolysis and precipitation even when diluted. Optimal deposition conditions were achieved at room temperature using a current density of 3.1 A/dm², resulting in smooth, finely crystalline cathode deposits free of rough edges. The ideal bath composition was determined to be 40 g/L of bismuth oxide and 104 g/L of perchloric acid, ensuring efficient deposition. Cathodic current efficiency approached 100%, indicating minimal energy waste during the deposition process. The deposited bismuth contained trace amounts (0.4-0.5%) of perchlorate, suggesting the need for further purification in certain applications. While addition agents such as glue and cresol slightly improved the deposits, they were not essential for achieving satisfactory results. This method shows promise for specialized applications in electrical and magnetic devices. However, the brittleness and tarnishing tendency of the deposited bismuth currently limit its broader commercial use.
Enhancing Coating Uniformity in High-Speed Tin PlatingAnother crucial study focused on improving coating homogeneity in high-speed tin electroplating: Both 3D and simplified 2D models were developed to analyze factors affecting coating uniformity, such as electrolyte potential distribution, tin ion concentration, gas evolution, and current distribution. The primary challenge identified was the "edge effect," resulting in thicker coatings at the cathode edges, posing significant challenges in achieving consistent coatings. Adjusting anode sizes or arrangements proved insufficient. However, auxiliary devices like insulating bars and auxiliary cathodes showed potential in mitigating the edge effect. Although auxiliary cathodes nearly eliminated the edge effect, they introduced drawbacks such as increased current and tin wastage. The simulation results correlated well with actual production data, particularly for high coating masses, though discrepancies were noted at lower coating masses. These findings provide valuable strategies for enhancing coating uniformity in high-speed electroplating processes, applicable beyond tin plating.
Impact of Additives and Current Density on Tin DepositsFurther research explored the effects of organic plating additives and current density on the properties of electroplated tin deposits: Increasing the concentration of organic plating additives raised the carbon content in tin deposits from 5 wt% to 8 wt%. Higher current densities caused the tin oxide film to reach donor density saturation at lower additive concentrations, suggesting a role in the decomposition of organic additives and subsequent carbon incorporation. Depth profile analysis revealed that carbon was consistently incorporated throughout the deposit, not just sporadically. The native tin oxide layer exhibited n-type semiconductor characteristics, crucial for understanding its potential applications in electronic devices. These studies highlight the complexities of electrodeposition processes and pave the way for future innovations in electroplating technologies. By optimizing bath compositions, current densities, and additive concentrations, researchers can develop more efficient and effective electroplating methods for bismuth, tin, and potentially other metals, opening new possibilities in coating technologies and electronic applications.
ConclusionsThe research on bismuth from perchloric acid solutions offers a reliable method for specialized applications, while the high-speed tin plating study provides strategies for achieving uniform coatings. Both investigations underscore the critical influence of additives and current density on the properties of electrodeposited metals, setting the stage for future advancements in electroplating technologies. |
||
|
||
|
||
|
||
|
|
|
||
|
Are you seeking innovative solutions to enhance your anodizing process while reducing energy consumption? Look no further than pulse anodizing – a cutting-edge technique that promises to transform your operations. In this comprehensive guide, we'll delve into the intricacies of pulse anodizing, exploring its techniques, benefits, and practical implementation strategies.
Advint's Supply Chain Power Supply: Unlocking Precision and FlexibilityAt the heart of pulse anodizing lies Advint's Supply Chain Power Supply, a state-of-the-art system designed to deliver unparalleled control and versatility.
This advanced power supply boasts an array of impressive features: Programmable Control Interface: Offering precision and flexibility, this interface allows you to fine-tune your anodizing process with ease.
Regulation Modes: Encompassing constant current, constant voltage, and cross-over modes, ensuring optimal performance across various applications.
Low Frequency Pulse (LFP) Output: Generating DC to 200 Hz pulses with a minimum pulse width of 4 ms ON and 1 ms OFF, enabling precise control over the anodizing process.
Connectivity: Equipped with an RS485 serial port and USB port, facilitating seamless host control and integration.
Forced Air Cooling System: Ensuring optimal performance through efficient cooling mechanisms.
With performance specifications that include line and load regulation within +/- 1% of the setting or 0.1% of the maximum rating, digital meter accuracy of +/- 1% plus the least significant digit (L.S.D.), temperature stability of 0.2% after a 15-minute warm-up, and ripple less than 1% RMS of the maximum output voltage, Advint's Supply Chain Power Supply delivers uncompromising quality and reliability.
Pulse Anodizing in Existing Anodizing Lines: Maximizing EfficiencyImplementing pulse anodizing in your existing anodizing lines can yield significant energy savings and process improvements.
Here are some key considerations: Energy Efficiency: Pulse anodizing has the potential to reduce energy consumption by at least 30%, contributing to cost savings and environmental sustainability.
Baseline Analysis: Establish a comprehensive understanding of your current energy consumption and process parameters to identify areas for optimization.
System Upgrades: Upgrade cooling systems and busbars to accommodate higher current densities, ensuring seamless integration of pulse anodizing technology.
Energy Calculations: Conduct thorough energy calculations, comparing conventional and pulse anodizing processes, to quantify potential savings and justify the investment.
Mastering Pulse Anodizing Parameters To harness the full potential of pulse anodizing, it's crucial to understand and optimize the key parameters:
Higher Current Density: By leveraging higher current densities, pulse anodizing reduces overall process time, enhancing efficiency and productivity.
Flexible Conditions: Pulse anodizing allows you to alternate between two direct current values, enabling precise control over the anodizing process.
Example Parameters: Typical parameters include high and low voltage levels, as well as their respective current densities, tailored to your specific requirements.
First Experiments: Paving the Way for SuccessAs with any new technology, pulse anodizing requires careful experimentation and optimization. Initial trials conducted with pulsating current, and voltage have revealed challenges, such as addressing burning issues during current-controlled experiments. By overcoming these hurdles through meticulous testing and adjustment, manufacturers can unlock the full potential of pulse anodizing.
Theoretical Introduction to Pulse Anodizing: Unraveling the ScienceTo truly appreciate the power of pulse anodizing, it's essential to understand the underlying theoretical principles:
Alternating Voltage/Current: By alternating between high and low voltage or current levels, pulse anodizing optimizes the anodizing process, enhancing efficiency and quality.
Barrier Layer Formation: The barrier layer formation adjusts dynamically to the applied voltages, impacting the oxide layer formation and overall anodizing process.
Recovery Period: During the low voltage or current phase, a recovery period allows for chemical dissolution, reducing the barrier layer thickness and enabling higher current densities.
Influencing Factors: Factors such as alloy composition, electrolyte concentration, and temperature play crucial roles in determining the effectiveness of pulse anodizing.
Process Advantages: Efficiency, Customization, and SustainabilityPulse anodizing offers a multitude of advantages that set it apart from conventional anodizing methods:
Efficiency: By leveraging higher current densities and optimized processes, pulse anodizing delivers superior efficiency, reducing processing time and increasing productivity.
Customization: With the ability to customize pulse patterns, manufacturers can tailor the anodizing process to meet the specific requirements of different alloys, ensuring consistent and high-quality results.
Sustainability: By significantly reducing energy consumption, pulse anodizing contributes to environmental sustainability, aligning with modern manufacturing practices and corporate social responsibility initiatives.
Embrace the Future of Anodizing with Pulse AnodizingPulse anodizing stands as a game-changer in the world of anodizing, offering unparalleled efficiency, flexibility, and sustainability. By understanding and implementing the techniques outlined in this guide, manufacturers can achieve superior results, reduce energy consumption, and stay ahead of the curve in an increasingly competitive and environmentally conscious market.
Transform your anodizing process today with pulse anodizing – where innovation meets efficiency, and sustainability becomes a driving force for success. For more detailed insights, technical specifications, and personalized solutions, consult with Advint's knowledgeable representatives and unlock the full potential of state-of-the-art anodizing technology. |
||
|
||
|
||
|
||
|
|
|
||
IntroductionRoot cause analysis (RCA) stands as a cornerstone process in identifying and rectifying the underlying causes of issues or defects across industries. Despite the widespread use of traditional RCA tools like Fishbone diagram and 5 Why’s analysis, their effectiveness in pinpointing root causes, particularly in addressing chronic or enduring effects within the electroplating industry, has come under scrutiny. This paper introduces Advint's Foveated Root Cause Analysis (FRCA) tool guide, aiming to present a more efficacious approach to RCA.
The Need for FRCAWhile traditional RCA tools possess their strengths, they often prove inadequate in tackling chronic effects persisting over several years. The author of this paper has noted several cases where companies faced difficulty in pinpointing root causes, despite making concerted efforts. Thus, this endeavor represents a culmination of various observations, insights, and studies.
Key Principles of FRCA
|
||
|
||
|
||
|
||
|
|
|
||
|
Is surface profile of the substrate pertinent for an effective adhesion of the electrodeposit? Does it only improve the aesthetics or also influence the functional properties? What are the options? Do treatment methods vary with substrates?
This short paper answers these questions and offers a synopsis of those processes. The processes are blasting, mechanical polishing, vibratory bowl movement, bright dip, chemical polishing, and electropolishing.
BlastingIndustry uses abrasive or sand and glass bead blasting methods to clean and change the surface profile of the substrates before plating. Silica, aluminum oxide, and glass beads are the often-used media at various grit sizes. Machines and manual booths (closed) are used to execute these methods. This is an age-old technique. It is a simple process, but leaves impregnated particles on the surface and, if not properly removed, might affect the next processes (cleaning and plating).
PolishingOn mechanical polishing and similar category falls polishing, buffing, lapping, and grinding. Unlike buffing, polishing removes the metal surface. Lapping and grinding change the surface significantly. Industry uses muslin, canvas, leather, etc. as polishing wheel materials. Muslin is most extensively used as a buffing wheel. These mechanical processes are used to improve the aesthetic appeal of the substrates. As further pre-cleaning is involved before polishing, the polished and buffed substrates reduce the load on plating line’s pretreatment processes.
Vibratory Bowl MovementDeburring and improving Ra value of metals are the primary applications of the vibratory bowl movement method. We can use this method on several metals and substrates (before plating) like copper and beryllium alloys, stainless steel alloys, low and high carbon steel alloys, nickel and titanium alloys, and several others. Size and shape of the substrates, media, chemicals used during the bowl movement, speed of the movement and time control the resultant finish. Unlike mechanical polishing and blasting, the process doesn’t leave residues on the substrates.
Bright DipAs the name implies, this process improves the brightness of the substrate. It improves the surface profile and helps aid oxide layer removal. This is an immersion process mostly using an acidic solution for 5 seconds to 5 minutes. Commonly used substrates are ferrous, copper, beryllium, aluminum, stainless steel, nickel, and Monel alloys. Zirconium, titanium and silver metals can also be bright dipped. These processes cost less, and the solution life is short.
Chemical PolishingChemical polishing process is like bright dip, but removes more substrate material. Many copper alloys and a few ferrous alloys can be chemically polished. Some chemicals are toxic and need good air ventilation for a friendly environment, health and safety practices.
ElectropolishingElectropolishing is an anodic process. Electrolysis selectively removes micro – peaks of the substrate metal. This process offers superior passivation and corrosion resistance properties on 300 and 400 series stainless steel alloys. The passivation properties got from electropolishing are better than nitric acid and citric acid passivation processes. Common metals electropolished are 300 and 400 series stainless alloys. Other alloys are Al, Cu, Monel, nickel, silver, zinc, tin, Co, Ti, and low and high carbon alloys.
SummaryThese methods can alter the surface profile of the substrate metal before electroplating. Cost, chemical hazard, and awareness distinguish the choice and application of these methods. Each method has advantages and disadvantages. Blasting is the easiest. Vibratory bowl movement and electropolishing methods offer the best aesthetics and functional properties after the deposition process.
We can enhance the deposit brightness, leveling characteristic, adhesion and surface profile Ra values using any of these processes.
|
||
|
||
|
||
|
|
|
||
|
The true plating capability refers to a process which performs as almost as expected. It executes with lesser labour, zero downtime, greater process control and with exceptional physical characteristics. Though it might appear simple, most job and captive plating shops seldom meet an effective realization of the said ability.
ChallengeMost processes have unique challenges. Cyanide and electroless electrolytes, precious metal plating like gold and silver, aluminum anodizing and stainless steel electropolishing need exclusive tactics. Cost metrics and process complexity varies within these processes.
An important holdup most stumble is accepting the status quo. Process failures, downtime, delays, etc. are perceived as a norm. As it occurred yesterday and transpires with others too! Also, people with emotion become agnostic to methods, tools, concepts, and approaches. While, data science and artificial intelligence sans use of emotion. This short paper aims to show a path toward a true electroplating capability.
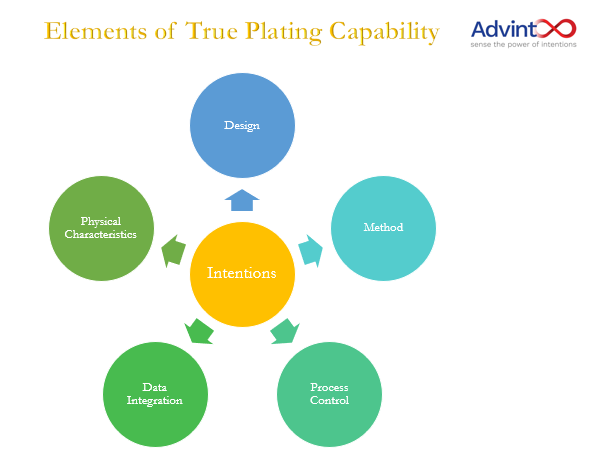
Here is a simple infographic of vital elements to attain this goal:
As shown in this graphic, our intent is at the core of our actions! Begin with intent to achieve infinite results.
We need knowledge and creativity with intent. The staff must have a comprehensive training on electroplating, lean, statistical process control, and total quality management. A good understanding of periodic table and electromotive force (emf) potential is mandatory. A process control is contingent on sampling and analytical techniques, and database integration with spontaneous communication and reaction.
Consider using 6 process development and control (PDC) tools as recommended by Advint’s earlier blog as an alternative to 7 quality control (QC) tools.
Plant Design and AutomationOn no occasion reckon to aid a true electroplating feat with an inextricable and poor electroplating equipment design.
A nimble design with a correct choice of electrolyte chemistry, materials selection, engineering capabilities, rectifier controls and calculations such as ampere hour control, serial communication are indispensable.
Choose IGBT rectifiers for nickel, copper, silver, zinc and chromium plating applications. IGBT will be suitable for most anodizing applications, but sometimes a SCR rectifier or a half wave SCR rectifier will be essential.
Plating equipment and the manufacturer play a significant role in the plan of a new line. The project managers of most manufacturers do not have industrial plating experience. Under these situations, planning on processing, development tools, creativity and method become imperative.
True Electroplating RewardsWhen a process performs, employee and customer satisfactions are at its zenith. You get to eat your competitor’s dinner. How Can We Help
|
||
|
||
|
||
|
||
|
|
|
||
|
A recently published paper by a senior staff on a leading American magazine was unclear about the electroplating terms, like covering and throwing powers. Many times, we see vague interpretation and wrong distinction on these terms.
Advint’s online electroplating training and E-book offers right definition, explanation of identical terms and concepts. So, I’ll abstain from offering an elucidation here and write on the effects and recommendations.
The supplementary purpose of this paper is to emphasize the importance of correct interpretation of underlying electrolysis mechanism, terms, concepts of electrochemistry and electroplating fundamentals.
The confusion on these terms occurs when one draws a literary meaning on these words, reads leading technical magazines and science journals, and listens to veterans in this field.
Dr. Samuel Glasstone’s An Introduction to Electrochemistry delivers the clearest definition of throwing power of an electrodeposition process. To correctly understand the terms, deeply observe acid chloride zinc or Watts nickel plating and cyanide copper or cyanide silver plating processes. Careful analysis of these electrolytes using a Hull cell will make clearness of these terms.
Handbooks and electroplating books frequently cannot document and analyze all developments, and now and then it misconstrues the depth of progress in the metal finishing field.
Confidentiality and hidden knowledge within the industry is the reason for such limitations. This limits awareness of all electrolyte properties and their formulations options with benefits. Many large organization’s operating procedures and practices also deter the best ability of a process. We recommend you to question, test and re-consider critical attributes and formulations, including the references of Advint’s e-book guide to get a model electroplating routine.
Why is it imperative to comprehend properly?Choosing a suitable electrolyte and maintaining the concentration of anions and organics will enable us to:
How can you learn the correct terms?Advint’s virtual course E-book syllabus covers relevant electroplating terms and concepts. We recommend referring authentic resources, test yourself by analyzing electrolysis and deposition mechanisms on various electrolyte formulations and metal deposits.
To the PointIn this short paper, we discussed why right construal of a plating term is important. We reviewed how to access the pertinent information and the reasons for confusions. A diligent comprehension of the terms will help advance the metal finishing capability to what it’s worth.
|
||
|
||
|
||
|
||
|
|
|
||
|
Surface profile of the substrate, specifically surface activity and its receptivity to accept electroplating deposit, spontaneously determines the morphology. A deposit with good morphology will possess an adherent deposit. There is a myth and inadequate science work related to surface profile and adhesion. A few sectors do well with improving surface activity, and a sector is vulnerable. This short paper intends to shine light, dissipate a myth, and suggest improvements with supporting information. Cleaning & ActivationIt is a normal practice to blast a metal surface to improve cleanliness. This approach predates the 60s, when cleaner science had made minimal progress. Over the years proprietary plating supply houses like Atotech, MacDermid Enthone and Coventya had conducted extensive research and offer an array of cleaning products. We released a short paper explaining the importance of cleaning on April 1, 2019.
In the absence of an effective cleaning process, blasting the surface is pertinent. It is an important treatment method on applications where we require higher Ra values or unique aesthetic appeal. Rather, if one blasts a surface merely to improve adhesion, then it is time to debunk the myth! Now, I’ll back up the purpose with facts and information.
To get an adherent deposit the metal surface must be clean, active and receive nucleation (form a unimolecular layer) within the first 10 or 20 seconds regardless of the current distribution pattern. A spontaneous and uniform deposit formation is important. The critical nucleation time varies between substrates and the deposit element’s electrode potential. A truly active surface allows effective nucleation. A poor nucleation layer will disrupt crystal growth and cause re-nucleation of the crystals. This disruption leads to deposit non-coherence and inconsistency in physical characteristics, resulting in premature product failure. Impregnated blasted media is very difficult to obliterate the surface and in most cases leaves a residue, hinders nucleation or continuity and uniformity of the deposit. An electropolished surface address this concern and enables epitaxial or pseudomorphic growth when and where applicable. This surface possesses very low Ra values, are active and free from foreign materials. If it drives you to get the most adherent deposit, electropolished surface is one of the best means to achieve this endeavor.
Surface Profile & AdhesionA truly active metal surface can form a thick intermetallic layer and develop a single domain deposit morphology (columnar structure) through the process. A single domain columnar structure deposit will possess a distinct grain boundary.
This mechanism is not independent of process control. The author of this paper had conducted extensive research over a decade on this matter, and so did a few other scientists from our society during the 80s and till now. A deposit with an intermetallic layer forms the most adherent deposit. In order for a non-electropolished surface to form an intermetallic layer, it must possess an active surface. We know that an electropolished surface possesses lower Ra value, but we require more controlled studies to validate the relationship between the surface profile and adhesion. On this subject, good surface profile implies a clean, smooth and active surface.
Morphology & Physical CharacteristicsMost adherent deposits possess good morphology. A deposit with an intermetallic layer and undisrupted columnar structure will have greater than 20% improvement in physical characteristics such as hardness, tribology, and corrosion resistance properties.
SummaryBlasting is a valuable pretreatment method, but an ambitious applicant must recognize that residue left on the surface affects the deposit characteristics, and it is not a certain choice in pursuit of an adherent deposit. Electropolishing is not practical on many applications. Exceptional cleaning and activation are viable and important.
Accomplishing an intermetallic layer on all applications is an unreasonable expectation, but a clairvoyance can set that as an aim. This aim is akin to lean’s one-piece flow and six-sigma. In short, be mindful of the relationship between activation, morphology and physical characteristics.
Notes:Material scientists and electrochemists now and then use different terminologies when referring to the same concept. Some terms used in this paper are no exception.
You are welcome to post a comment or email with questions to [email protected] if a concept is abstruse.
|
||
|
||
|
||
|
||
|
|
|
||
|
This paper is about the Hawthorne effect, the obvious but not so obvious effects, and the necessity.
Electroplating, anodizing, electro-polishing and complex processes such as plating on plastics require leadership drive to advance operations and engineering performance, and sustain on the growth.
An exemplary leader sets the expectation, creates necessity, delegates responsibility and confirms accountability without micromanaging the trivial effects. We can set a clear expectation on variables such as electrochemical variables, process yield, product flow, inventory management, employee and executive management engagement.
Hawthorne EffectThe Hawthorne effect is the improvement detected because of a noticeable observation of the process. In reality, it does not confine the effect to a process, rather it encompasses to an employee performance. In both cases, it is a top-down approach, but ends with a continuous observation from all levels. When a leader sets the expectation, consistently follows up, align the goals with his or her actions, and supports their team to succeed, the team would achieve operational excellence in the long term. Observation and commitment to improvement must include all critical key performance indicators (KPI’s).
Obvious but not so ObviousIn retrospection, every challenge we overcame and the opportunities for improvement would become obvious to us. But this is late, as by this time we would have non-conformances, cost infliction and customer dissatisfactions. It is prudent to detect the obvious challenges and opportunities in real time. Earlier the opportunities were present, but hidden. We miss as it is not obvious!
If I did not communicate, think about the current COVID-19 pandemic. The issue originated in December 2019 and peaked in China during mid-February 2020. If the issue was apparent to global leaders and commoners around January, would the consequences be the same? Revealing the hidden challenges in actual time is the heart of your effort in improving effectiveness.
How to expose these challenges? What prevents us from reading between the lines? The answer is not simple. This would be contingent on the leader’s emotional intelligence, knowledge of the subject and availability of visual data and information on real time.
Yield Shadows NecessityWe can achieve metal finishing processes and business effectiveness by focusing first on necessity. One must focus on the necessity to perform, collaborate, and on satisfaction (employee and customer). Yield will shadow the necessity–big or small; it is for you to choose! Clear responsibility and unambiguous accountability are the means to achieve necessity.
An Idea in BriefElectroplating and other metal finishing processes are complex, as we all know. Market and customers are demanding. Contingencies like the COVID-19 pandemic will subject job shops and captive platers to hardship. At these and regular times, being conscientious of the process variables, exposing the hidden opportunities on real time, and starting with a focus on necessity are three important steps to achieve effectiveness in the manufacturing operation.
|
||
|
||
|
||
|
||
|
|
|
||
|
Creating suspense is the best way to improve customer dissatisfaction. Unpredictability is a no lesser means towards employee dissatisfaction. Dependence on a plating troubleshooting guide helps these two effects. Why this topic?Many Advint’s short paper readers know I consistently write on various electroplating topics for the last several months. I am also meticulously writing a course book covering all subjects related to plating. While working on these I noticed many books and articles written by consultants and experts in the past concentrated more than required on the troubleshooting guide. My mind questioned the need. And, I was musing rather shouldn’t the emphasis be on the preventative measures and good operating practices! Hence this article.
The aim is to change the direction and stress the importance of development concepts. If I do not convince you, build a large, complex, and automated plating line (plating on plastics or on Ti alloys) and come back to this thought!
Troubleshooting guides are a treasure:The author does not aim to belittle the value of a troubleshooting guide. The focus is only on conditions where there was more implicit importance on the troubleshooting guide and less on the use of development and control tools. This is analogous to leaving the head and chasing the tail. The author had used guides (long back, not any more) and cherished the experts (and plating consultants) who wrote them. Those are valuable and must be handy, but we must use as a last option. The focus on development and control will ensure you forget the art of troubleshooting (which is a good thing). Sounds good. But how?
Process Development & Control (PDC) Tools:The tools are: 1) Failure Mode and Effects Analysis (FMEA) 2) Process Checklist 3) Variable Control Charts 4) Measures of Dispersion & Variation 5) Pareto Chart 6) Cause and Effect Analysis
The listed tools are part of 7 quality control (QC) tools or statistical process control (SPC) tools. Most 7 QC or SPC tools are neither
FMEA: Quality specialists recommend starting a new unit / product or a line with a design FMEA and after a year or two conduct a process FMEA. When a process is in production mode, we recommend implementing process FMEA once a year or once in two years. No less or no more! Conducting proper FMEA’s are valuable, however it is an intense process. On processes such as automotive plastic chrome plating, FMEA is indispensable.
Process Checklist: The purpose of the checklist is not to provide a path-breaking solution or to prevent a major potential production issues, but a few
Variable Control Charts: When you require a variable to meet only specification limit, we recommend using a run chart, and when you require a variable to meet specification and control limits, use an X-Bar R chart. One must be careful to give more emphasis on control limits when using X-Bar R charts. These charts are only effective when it set up per Dr. Shewhart’s direction and with a control and reaction plan.
Measures of Dispersion & Variation: Examples of measures of dispersion and variation are sample and population standard deviations, range, and process sigma or standard normal distribution. Sustained observations and effective reactions to these measures are influential. We can do most of these measurements on input variables such as
Pareto Chart: Use Pareto’s the 80/20 concept and Juran’s “the vital few and the trivial many” thinking to your benefit on plating or conversion coating applications. Periodically, we recommend isolating top 1 or 2
Cause and Effect Analysis: You can run fishbone or 5 Why’s analysis on Pareto classifications in the same frequency. Other than Pareto classifications, we also recommend running 5 Why’s on other deviations promptly. Here, promptly means = 2 business days. The examples of deviations include quality, customer service, environment, safety, breakdown maintenances (electrical, mechanical, and chemical), etc. You must subject any deviations which you do not feel right to the cause-and-effect analysis.
There are other beneficial quantitative techniques and total quality management tools, including 7 quality control (QC) tools available, which we did not mention in this paper. On plating, anodizing, and conversion coatings applications we recommend applicators to use the six PDC tools implemented in sequence and continuously cycle for the best results. Use of some of these tools are not as simple as it appears, as there are tricks and there are several variables intricately involved. Advint is with you on your quality quest. Refer to other short papers on this site or contact [email protected] for questions or further insights.
End Point:Employee satisfaction is a prerequisite for customer satisfaction. Eliminating suspense and confirming the processes are predictable using 6 PDC tools will increase satisfaction. Always keep the plating troubleshooting guide handy, but dependence or frequent use is detrimental. Prevention is better than disposition. Good operating practices and focus on the development efforts can ensure you forget the art of troubleshooting. So influential are these tools.
|
||
|
||
|
||
|
||
|

|
|
Venkat Raja 33 July 22, 2024 |

|
|
Charles G Graham 9 July 7, 2024 |